
Conflitos comuns
O painel elétrico chega.
A estrutura está perfeita, as dimensões conferem, a pintura está uniforme.
Mas a cor não é bem aquela que o cliente esperava.
O que deveria ser um cinza claro ficou com tom azulado.
O que deveria ser cinza escuro ficou quase preto.
O cliente rejeita o lote.
O fornecedor argumenta que "é o cinza que a gente usa."
O comprador contra-argumenta que "cinza não é cinza."
Esse tipo de conflito acontece com frequência surpreendente — e quase sempre tem a mesma causa raiz: a cor foi especificada de forma subjetiva, sem referência objetiva ao sistema tabela RAL.
Um código RAL tem quatro dígitos. É inequívoco. É o mesmo em qualquer metalúrgica, em qualquer país, com qualquer fornecedor de tinta em pó. RAL 7035 é sempre o mesmo cinza claro. RAL 7016 é sempre o mesmo cinza antracite. Não há interpretação, não há "parecido com."

O que é a tabela RAL e como o sistema funciona
A origem do sistema RAL
RAL é a sigla de Reichs-Ausschuss für Lieferbedingungen — em português, Comitê Imperial para Condições de Entrega. O sistema foi criado na Alemanha em 1927, inicialmente com 40 cores padronizadas para facilitar a especificação em contratos de fornecimento entre o governo alemão e seus fornecedores industriais.
A ideia era simples e poderosa: substituir descrições subjetivas de cor por códigos numéricos objetivos.
Ao longo do século XX, o sistema evoluiu e se expandiu. Hoje, o RAL CLASSIC — a versão mais utilizada no contexto industrial brasileiro — contém 215 cores, cada uma identificada por um código de quatro dígitos. O sistema é administrado pelo RAL Deutsches Institut für Gütesicherung und Kennzeichnung, uma organização alemã sem fins lucrativos, e é reconhecido e utilizado globalmente.
A lógica dos códigos RAL CLASSIC
Os quatro dígitos do código RAL CLASSIC não são aleatórios. O primeiro dígito indica a família de cor:
As famílias de cor pelo primeiro dígito
- 1xxx — Amarelos: de amarelo limão (RAL 1016) a bege (RAL 1001) e ocre (RAL 1024). Inclui os tons dourados e palha.
- 2xxx — Laranjas: tons de laranja e salmão, do laranja puro (RAL 2004) ao laranja pastel (RAL 2003).
- 3xxx — Vermelhos: do vermelho sinal (RAL 3001) ao vermelho vinho (RAL 3005) e ao vermelho framboesa (RAL 3027).
- 4xxx — Violetas: lilás, roxo e violeta em seus variados tons.
- 5xxx — Azuis: do azul gentian (RAL 5010 — o azul mais usado em equipamentos industriais) ao azul tráfego (RAL 5017) e ao azul aço (RAL 5011).
- 6xxx — Verdes: verde musgo (RAL 6005), verde amarelado (RAL 6018), verde branco (RAL 6019).
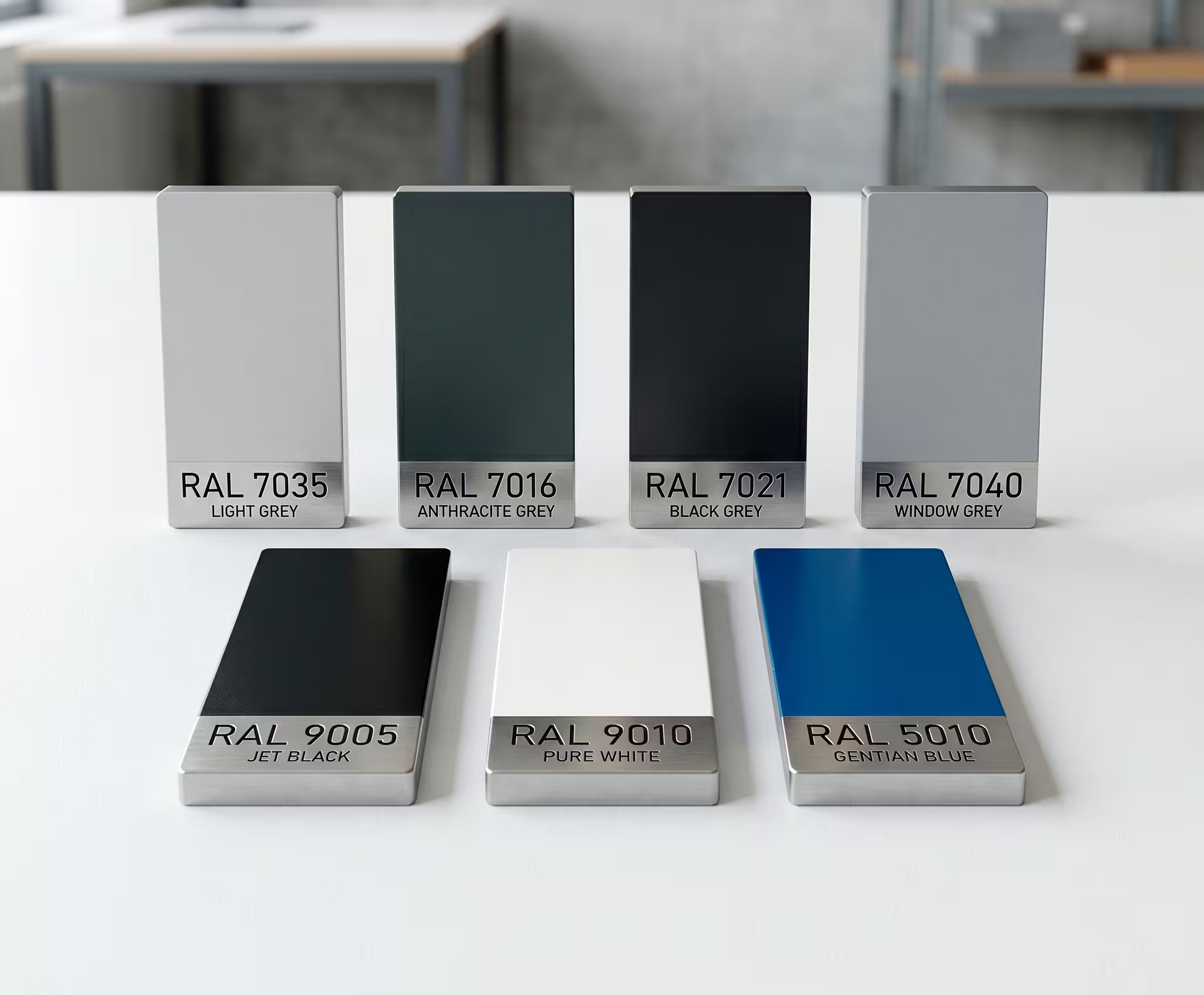
- 7xxx — Cinzas: a família mais usada em aplicações industriais. Do cinza claro (RAL 7035) ao cinza antracite (RAL 7016) ao cinza escuro (RAL 7021).
- 8xxx — Marrons: do marrom bege (RAL 8001) ao marrom chocolate (RAL 8017) ao marrom mahogany (RAL 8016).
- 9xxx — Brancos e pretos: branco puro (RAL 9010), branco tráfego (RAL 9016), preto grafite (RAL 9011), preto profundo (RAL 9005).
RAL CLASSIC vs. RAL DESIGN vs. RAL EFFECT
O RAL CLASSIC é o sistema mais usado industrialmente. Mas existem outros sistemas RAL que são importantes conhecer para não confundir na especificação:
RAL DESIGN system
Com mais de 1.800 cores organizadas por matiz, brilho e saturação segundo o sistema CIE L*a*b*, o RAL DESIGN é voltado para design de produto e arquitetura — onde a harmonia entre cores é tão importante quanto a identificação individual. Os códigos têm formato diferente: 7 dígitos (ex: RAL 210 70 20). Raramente usado em especificações industriais de pintura metálica.
RAL EFFECT
Inclui 70 cores metálicas e 420 cores sólidas com efeitos especiais (pérola, metalizado, fosco especial). Relevante quando o cliente especifica acabamento metálico ou perolizado — o que é incomum em aplicações industriais padrão mas ocorre em revestimentos arquitetônicos e equipamentos premium.
Para painéis elétricos, gabinetes e equipamentos industriais, o RAL CLASSIC é o sistema correto em praticamente 100% dos casos.

Os códigos RAL mais usados em painéis elétricos e equipamentos industriais
A dominância dos cinzas na indústria
A família 7xxx (cinzas) domina a pintura industrial por razões práticas: cinzas são neutros, não evidenciam sujeira moderada, combinam com qualquer ambiente industrial, têm boa resistência ao amarelamento UV e são psicologicamente associados a equipamentos técnicos e profissionais.
RAL 7035 — Cinza claro
O código RAL mais usado em todo o mercado industrial brasileiro. É o cinza claro quase branco que cobre a grande maioria dos painéis elétricos de baixa tensão, CCMs, quadros de distribuição e gabinetes de controle.
É o "cinza padrão" do setor — quando o cliente diz "cinza industrial" sem especificar o código, 9 em cada 10 vezes está pensando no RAL 7035. É a especificação padrão da norma IEC 61439 para painéis de uso geral quando não há especificação do cliente.
RAL 7016 — Cinza antracite
O segundo cinza mais utilizado. Tom escuro e sofisticado, muito usado em painéis e equipamentos de uso externo (onde a sujeira visual é uma preocupação maior), em tampas e bases de estruturas cujo interior é RAL 7035, em quadros de média tensão e em aplicações onde o cliente quer aparência mais robusta e premium.
É também frequentemente usado em combinação com RAL 7035: carcaça externa em RAL 7016 e interior em RAL 7035 — criando um contraste que facilita a manutenção e dá aparência de produto de maior valor.
RAL 7021 — Cinza preto (black grey)
Tom de cinza muito escuro, quase preto. Usado em aplicações que querem o impacto visual do preto sem os desafios técnicos do preto profundo (RAL 9005, que evidencia mais facilmente arranhões e impressões digitais durante o manuseio). Comum em molduras, bases e elementos estruturais de equipamentos de maior porte.
RAL 7040 — Cinza janela (window grey)
Um cinza médio, levemente mais quente que o RAL 7035. Usado em aplicações que buscam um cinza "menos frio" — mais próximo do cimento ou do concreto. Menos comum em painéis elétricos mas frequente em equipamentos de automação e em estruturas que precisam combinar com ambientes arquitetônicos.
RAL 9005 — Preto profundo (jet black)
O preto padrão para pinturas industriais. Usado em elementos estéticos, bases, suportes e equipamentos que precisam de acabamento premium de alto contraste. Desafio: evidencia arranhões e impressões digitais mais facilmente durante o manuseio — exige embalagem adequada.
RAL 9010 — Branco puro
Diferente do branco tráfego (RAL 9016) e do branco sinal (RAL 9003), o RAL 9010 é um branco levemente amarelado — o "branco natural." Usado em equipamentos do setor alimentício (onde branco é a convenção), em revestimentos de câmaras frias e em aplicações de limpeza frequente.
RAL 5010 — Azul gentian (gentian blue)
O azul industrial por excelência. Usado em equipamentos de movimentação de materiais (paleteiras, empilhadeiras), em tubulações de processo (convenção de cores industriais), em elementos de segurança e em qualquer aplicação onde a cor azul tem função de sinalização ou identidade corporativa.
Cores com função normativa: além da estética
Em muitas aplicações industriais, a cor não é uma escolha estética — é uma exigência normativa ou convencional:
Cores em tubulações industriais (ABNT NBR 6493)
A norma brasileira ABNT NBR 6493 define cores de identificação para tubulações industriais: verde para água, vermelho para extinção de incêndio, amarelo para gases inflamáveis, alaranjado para ácidos, violeta para álcalis, cinza claro para gases inertes, azul para ar comprimido, preto para óleos. A pintura das tubulações precisa ser compatível com essas convenções.
Cores em equipamentos elétricos de segurança
Botões e sinalizadores em painéis elétricos seguem convenções de cor definidas pela norma IEC 60204-1: vermelho para parada de emergência, verde para partida, amarelo/laranja para advertência, azul para função obrigatória específica. Embora essas sejam cores dos componentes (não da carcaça), o projetista de painel que especifica uma carcaça vermelha cria confusão visual com elementos de emergência.
Cores corporativas do cliente
Muitos clientes industriais — especialmente multinacionais — têm manual de identidade visual que especifica cores RAL para todos os seus equipamentos. Siemens, ABB, Schneider, Rockwell, WEG — cada uma tem suas cores institucionais definidas em RAL.
O fornecedor que não segue rigorosamente essa especificação entrega um produto que não passa na aceitação do cliente final.
Como especificar a cor RAL corretamente: do desenho técnico ao pedido de compra
O que incluir na especificação de cor
Uma especificação de cor completa para pintura eletrostática vai muito além do código RAL. Os seguintes elementos precisam estar definidos:
Código RAL CLASSIC completo
Nunca especifique apenas "cinza" ou "azul industrial." Sempre o código de quatro dígitos: RAL 7035, RAL 5010, RAL 9005. Em especificações formais (desenho técnico, pedido de compra, contrato de fornecimento), o código RAL deve aparecer por extenso: "RAL 7035 (cinza claro)" — com o nome do tom entre parênteses para facilitar a verificação humana.
Acabamento: brilhante, semi-brilho, acetinado ou fosco
A mesma cor RAL 7035 pode ser especificada em acabamentos completamente diferentes — e o resultado visual é significativamente distinto. O brilho da superfície é medido em unidades GU (Gloss Units) medidas a 60°:
- Brilhante (high gloss): acima de 70 GU. Superfície espelhada que evidencia defeitos de superfície. Menos usada em painéis industriais; mais comum em equipamentos premium e aplicações decorativas.
- Semi-brilho (semi-gloss): entre 35 e 70 GU. Equilíbrio entre aparência refinada e praticidade. Padrão em muitas aplicações de painéis elétricos.
- Acetinado (satin): entre 10 e 35 GU. Acabamento suave, discreto, que esconde melhor pequenos defeitos de superfície. Muito usado em gabinetes de controle e equipamentos de escritório industrial.
- Fosco (matt): abaixo de 10 GU. Sem reflexo. Evidencia menos arranhões durante o manuseio, mas retém sujeira com mais facilidade. Usado em aplicações específicas.
Se o acabamento não for especificado, a metalúrgica usará o padrão do pó disponível em estoque — que pode não ser o que o cliente esperava.
Tipo de pó: epóxi, poliéster ou híbrido (epóxi-poliéster)
O tipo de resina do pó eletrostático afeta diretamente a durabilidade e a aplicação:
- Pó epóxi: excelente aderência e resistência química. Não é adequado para exposição UV prolongada (amarela com o sol). Indicado para ambientes internos e aplicações com contato a produtos químicos.
- Pó poliéster: resistência UV superior ao epóxi. Indicado para aplicações externas ou com exposição a luz solar. Aderência e resistência química ligeiramente inferiores ao epóxi puro.
- Pó híbrido (epóxi-poliéster): combina características dos dois. É o tipo mais comum para uso geral em painéis elétricos de uso interno com alguma exposição ambiental. Custo intermediário.
Espessura de filme
A espessura do filme de tinta curado afeta a proteção anticorrosiva e o aspecto superficial. O padrão para pintura eletrostática industrial é entre 60 e 100 microns (μm). Especificar a espessura mínima — "espessura mínima de filme curado: 60 μm" — é especialmente importante em peças que precisam de maior proteção.
A verificação é feita com medidor de espessura de filme por correntes de Foucault (para substratos magnéticos) ou efeito Hall (para não magnéticos).
Onde especificar
A especificação de cor e acabamento deve aparecer:
- No bloco de notas do desenho técnico (campo de observações/notas de fabricação): "Pintura: RAL 7035 semi-brilho, pó poliéster, espessura mínima 60 μm, pré-tratamento com fosfatização."
- No pedido de compra: o campo de descrição do item deve incluir todos os parâmetros de cor e acabamento.
- No contrato de fornecimento (para pedidos recorrentes): a especificação completa com critérios de aceite e método de verificação.
Como verificar a cor na entrega
O chip de cor RAL como referência
Todo fornecedor de pintura industrial responsável mantém um cartão de amostras RAL físico. A comparação visual da peça acabada com o chip RAL correspondente, em iluminação neutra (luz do dia ou iluminação D65), é o método mais prático de verificação.
A comparação deve ser feita com iluminação adequada: luz fluorescente de cor amarela distorce significativamente a percepção de cinzas e azuis. Idealmente, use luz natural difusa ou iluminação D65 (temperatura de cor 6500K).
Medição espectrofotométrica
Para especificações de cor críticas — cores corporativas, aplicações onde a correspondência precisa é obrigatória —, a verificação por espectrofotômetro é o método objetivo. O equipamento mede as coordenadas de cor no sistema CIE L*a*b* e calcula o ΔE (Delta E) — a diferença entre a cor medida e a cor de referência.
Um ΔE menor que 1 é praticamente imperceptível ao olho humano. Um ΔE entre 1 e 3 é perceptível apenas por olho treinado. Um ΔE acima de 3 é visivelmente diferente para qualquer observador. Para especificações de cor corporativa, ΔE máximo aceitável geralmente é especificado em contrato (tipicamente ΔE < 2).
A amostra aprovada como referência permanente
Para pedidos recorrentes da mesma peça na mesma cor, a melhor prática é manter fisicamente uma amostra aprovada (uma peça ou chapa pintada aprovada pelo cliente) como referência de cor para os lotes seguintes.
Essa amostra é armazenada pela metalúrgica e usada como padrão de comparação a cada novo lote — eliminando a dependência exclusiva do chip RAL, que pode variar de edição para edição.

As armadilhas mais comuns na especificação de cor RAL
Armadilha 1: especificar apenas o nome da cor, sem o código
"Cinza industrial," "cinza claro," "azul royal," "preto fosco" — nenhuma dessas descrições é uma especificação. São pontos de partida para uma conversa, não para uma ordem de produção. Sempre feche a especificação com o código de quatro dígitos.
Armadilha 2: aprovar a cor por foto ou tela de computador
Monitores de computador e fotografias distorcem cores de forma significativa e não padronizada. Uma foto do RAL 7035 em um monitor com perfil de cor incorreto pode parecer azulada, esverdeada ou amarelada — dependendo da calibração do monitor, da iluminação do ambiente e do ângulo da foto.
A aprovação de cor nunca deve ser feita por foto. Deve ser feita com comparação física da peça com o chip RAL em iluminação adequada.
Armadilha 3: não especificar o acabamento
Receber um painel brilhante quando o especificado era acetinado — ou vice-versa — é uma discrepância tão significativa quanto um código RAL errado. O acabamento deve sempre estar na especificação.
Armadilha 4: comparar chips RAL de edições diferentes
O RAL CLASSIC foi revisado ao longo dos anos. Chips de cartões RAL de versões antigas podem ter leves diferenças em relação aos chips da versão atual — o que pode gerar uma divergência entre a referência usada na especificação e a usada na verificação. Certifique-se de que fornecedor e cliente usam referências RAL da mesma edição.
Armadilha 5: ignorar o metamerismo
Metamerismo é o fenômeno em que duas amostras de cor parecem iguais sob uma iluminação e diferentes sob outra. Isso pode acontecer quando o pó de tinta usado pelo fornecedor tem composição de pigmentos diferente da referência RAL, mesmo que o resultado visual sob lâmpada fluorescente seja idêntico.
Para aplicações críticas, especifique a verificação de cor sob no mínimo dois tipos de iluminação diferentes.

Conclusão: a tabela RAL existe para eliminar ambiguidade — use-a corretamente
A tabela RAL é uma ferramenta de comunicação técnica. Ela existe para substituir descrições subjetivas por referências objetivas — para que "cinza claro" deixe de ser uma interpretação e se torne um código inequívoco que produz o mesmo resultado em qualquer fornecedor do mundo.
Usar a tabela RAL corretamente não é burocracia. É a diferença entre receber o que você pediu e receber o que o fornecedor interpretou que você queria. Em painéis elétricos, a cor errada pode significar rejeição pelo cliente final, necessidade de retrabalho custoso e atraso em projetos com prazo apertado.
A especificação completa — código RAL de quatro dígitos, acabamento, tipo de pó e espessura mínima — leva dois minutos a mais para ser escrita. Evita horas de discussão, dias de retrabalho e o custo de pintar um lote inteiro pela segunda vez.



