
Introdução
Na indústria metalúrgica moderna, a fabricação de peças a partir de chapas metálicas pode ser realizada por diferentes tecnologias de corte e conformação. Entre as tecnologias mais utilizadas nas metalúrgicas estão o corte a laser e a puncionadeira CNC.
Por isso, uma dúvida comum entre engenheiros, compradores industriais e empresas que desenvolvem produtos metálicos é a comparação entre corte a laser vs puncionadeira.
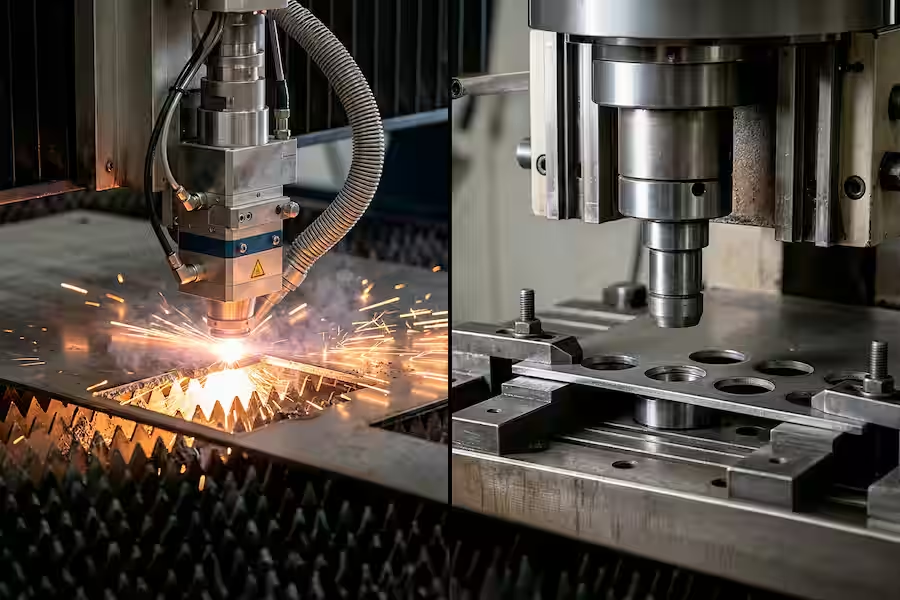
Ambos os processos são amplamente utilizados na indústria para produzir peças metálicas com furos, recortes e geometrias variadas. No entanto, cada tecnologia possui características específicas que impactam diretamente fatores como:
- precisão dimensional
- velocidade de produção
- custo de fabricação
- flexibilidade de projeto
- qualidade do acabamento
A escolha entre corte a laser ou puncionamento pode influenciar significativamente a eficiência da produção e o custo final das peças.
Em algumas situações, o corte a laser é claramente a melhor opção. Em outras, a puncionadeira pode oferecer vantagens importantes.
Entender as diferenças técnicas entre os dois processos é fundamental para tomar decisões mais inteligentes na fabricação industrial.
O que é corte a laser em chapas metálicas
O corte a laser em chapas metálicas é um processo de fabricação que utiliza um feixe de laser altamente concentrado para cortar o material.
Esse feixe possui uma densidade de energia extremamente elevada, capaz de fundir ou vaporizar o metal em um ponto muito pequeno.
Durante o processo, um gás auxiliar remove o material fundido da região de corte, permitindo separar a chapa nas formas desejadas.
Esse método se tornou uma das tecnologias mais importantes da fabricação moderna devido à sua precisão e flexibilidade.
Máquinas de corte a laser são controladas por sistemas CNC que seguem arquivos digitais gerados em softwares de engenharia.
Isso permite transformar rapidamente projetos CAD em peças físicas.

Como funciona o corte a laser
O processo de corte a laser envolve várias etapas tecnológicas.
Primeiro, uma fonte de laser gera um feixe de luz altamente concentrado.
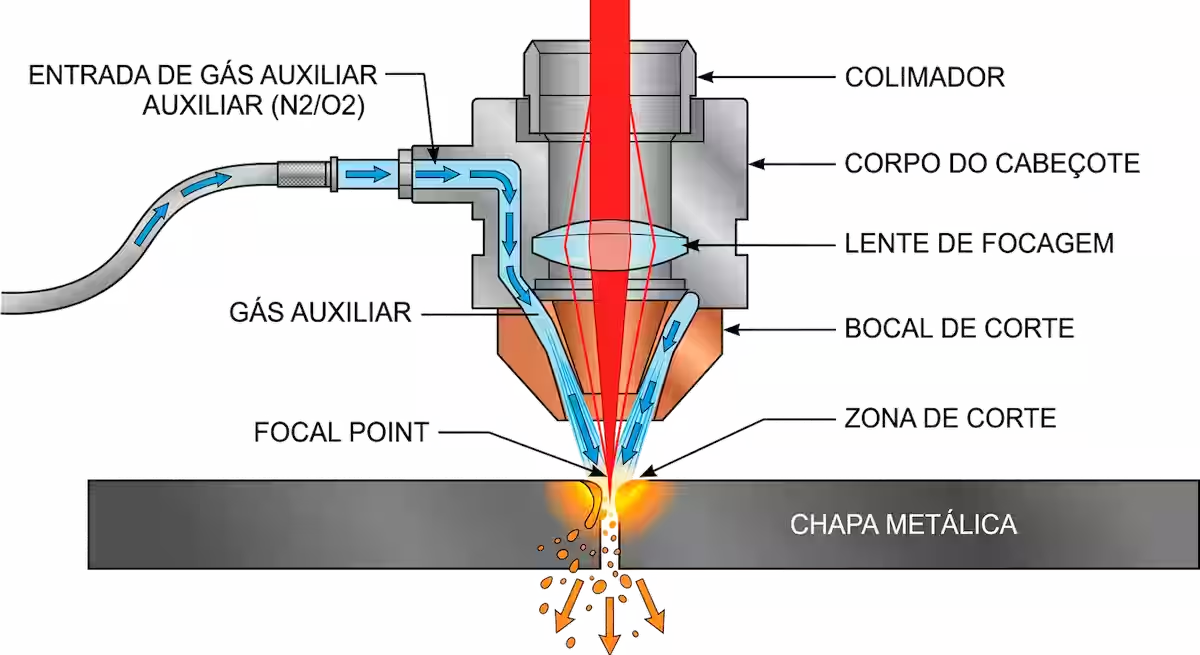
Esse feixe é conduzido por sistemas ópticos até o cabeçote de corte.
Dentro do cabeçote, lentes focalizam o feixe em um ponto extremamente pequeno sobre a superfície da chapa metálica.
Quando o laser atinge o material, ocorre uma intensa concentração de calor que provoca:
- fusão do metal
- vaporização parcial do material
Ao mesmo tempo, um gás auxiliar — como oxigênio, nitrogênio ou ar comprimido — remove o material fundido.
Isso cria uma fenda estreita chamada kerf, que representa a largura do corte.
Vantagens do corte a laser
O corte a laser apresenta diversas vantagens importantes na fabricação de peças metálicas.
Entre as principais estão:
Alta precisão dimensional
Máquinas modernas conseguem trabalhar com tolerâncias muito pequenas.
Capacidade de cortar geometrias complexas
O laser pode produzir formas extremamente detalhadas.
Excelente acabamento de borda
Em muitos casos, as peças não precisam de retrabalho.
Flexibilidade de produção
Não é necessário trocar ferramentas para produzir peças diferentes.
Basta alterar o programa da máquina, o que torna o processo extremamente ágil para ambientes de fabricação variada.
O que é puncionadeira CNC
A puncionadeira é uma máquina que realiza cortes e furos em chapas metálicas utilizando ferramentas mecânicas chamadas punções e matrizes.
Nesse processo, a chapa metálica é posicionada sobre uma mesa e um punção pressiona o material contra uma matriz.
Esse impacto provoca o corte da chapa.
As puncionadeiras modernas são controladas por CNC, permitindo posicionar a chapa automaticamente e realizar diversas operações.

Como funciona o puncionamento de chapas
O processo de puncionamento ocorre da seguinte forma:
- A chapa metálica é posicionada na mesa da máquina.
- A ferramenta de punção é selecionada.
- O punção pressiona a chapa contra a matriz.
- O material é cortado mecanicamente.
Esse processo pode ser repetido milhares de vezes em diferentes posições da chapa.
Puncionadeiras modernas possuem torres com dezenas de ferramentas diferentes.
Isso permite produzir:
- furos
- rasgos
- recortes
- venezianas
- pequenas dobras
Essa versatilidade torna a puncionadeira uma das máquinas mais completas para a fabricação de peças seriadas em chapa metálica.
Vantagens da puncionadeira
Entre as principais vantagens da puncionadeira estão:
Alta velocidade para furos repetitivos
Quando uma peça possui muitos furos iguais, o puncionamento pode ser muito rápido.
Baixo custo por peça em produção em série
Ferramentas específicas permitem produzir grandes volumes.
Capacidade de realizar conformações
Algumas puncionadeiras podem realizar pequenas dobras e repuxos, ampliando significativamente seu leque de aplicações.
Corte a laser vs puncionadeira: principais diferenças
Ao comparar corte a laser vs puncionadeira, existem diferenças técnicas importantes que influenciam diretamente a escolha do processo.
Entre os fatores mais relevantes estão:
- tipo de geometria da peça
- volume de produção
- custo de ferramental
- velocidade de produção
- acabamento do corte
Flexibilidade de projeto
Uma das maiores vantagens do corte a laser é sua flexibilidade.
Como o processo não depende de ferramentas específicas, qualquer geometria pode ser produzida.
Já na puncionadeira, cada formato exige uma ferramenta específica.
Isso pode limitar a flexibilidade do projeto, principalmente quando há necessidade de geometrias muito variadas ou personalizadas.
Velocidade de produção
Em alguns casos, a puncionadeira pode ser mais rápida.
Especialmente quando a peça possui:
- muitos furos iguais
- geometrias repetitivas
Nessas situações, o puncionamento pode ser extremamente eficiente.
Por outro lado, para geometrias complexas, o laser costuma ser mais rápido, já que dispensa trocas de ferramenta e múltiplas batidas.
Custo de ferramental
Outro fator importante na comparação corte a laser vs puncionadeira é o custo de ferramentas.
Puncionadeiras exigem ferramentas específicas para cada formato.
Essas ferramentas podem ter custo significativo.
Já o corte a laser não exige ferramental dedicado.
Isso torna o processo ideal para:
- protótipos
- pequenas séries
- desenvolvimento de produtos
Qualidade do acabamento
O acabamento do corte também pode variar entre os dois processos.
O corte a laser geralmente produz bordas mais limpas e precisas.
Já o puncionamento pode gerar pequenas deformações na região do corte, dependendo da espessura do material.
Aplicações típicas de cada processo
Tanto o corte a laser quanto a puncionadeira possuem aplicações específicas na indústria.
Aplicações do corte a laser
O corte a laser é amplamente utilizado para produzir:
- peças com geometrias complexas
- protótipos industriais
- chapas estruturais
- componentes personalizados
Também é muito utilizado em setores como:
- equipamentos industriais
- máquinas e equipamentos
- indústria metalúrgica
A flexibilidade do laser o torna especialmente indicado quando o projeto exige criatividade geométrica e prazos curtos de desenvolvimento.
Aplicações da puncionadeira
A puncionadeira é frequentemente utilizada em produção seriada de peças como:
- painéis metálicos
- chapas perfuradas
- gabinetes metálicos
Esse processo é especialmente eficiente quando as peças possuem padrões repetitivos.

Integração com outros processos industriais
Após o corte ou puncionamento, as peças metálicas geralmente passam por outras etapas de fabricação.
Entre elas:
A escolha entre corte a laser e puncionamento pode influenciar essas etapas.
Por exemplo, bordas mais limpas facilitam processos posteriores, como soldagem e pintura, reduzindo retrabalho e melhorando o resultado final.
Evolução tecnológica das máquinas
Nos últimos anos, as tecnologias de corte evoluíram significativamente.
Máquinas de corte a laser modernas possuem:
- lasers de fibra de alta potência
- sistemas automáticos de carga e descarga
- integração com softwares de nesting
Já as puncionadeiras modernas podem incluir:
- sistemas combinados de puncionamento e laser
- automação de troca de ferramentas
- integração com linhas de produção
Essa evolução faz parte da manufatura inteligente, que conecta máquinas, software e dados para produzir peças com mais qualidade e menos desperdício.
Qual processo escolher?
A decisão entre corte a laser vs puncionadeira depende principalmente das características da peça e do volume de produção.
Em geral:
Corte a laser é mais indicado para:
- geometrias complexas
- produção flexível
- pequenos e médios volumes
Puncionadeira é mais indicada para:
- produção seriada
- peças com muitos furos repetitivos
- geometrias padronizadas
Não se trata de qual tecnologia é superior, mas de qual delas faz mais sentido para o projeto em questão.

Conclusão
A comparação entre corte a laser vs puncionadeira mostra que ambos os processos possuem vantagens importantes na fabricação de chapas metálicas.
O corte a laser se destaca pela flexibilidade, precisão e capacidade de produzir geometrias complexas.
Já a puncionadeira oferece grande produtividade em peças padronizadas com furos repetitivos.
Na prática, muitas metalúrgicas utilizam as duas tecnologias de forma complementar, aproveitando o melhor de cada processo.
A escolha ideal depende do tipo de produto, volume de produção e estratégia de fabricação da empresa.
Ao compreender as características de cada processo, é possível selecionar a tecnologia mais eficiente para cada aplicação industrial.



