Situações e origem
O lote chegou com peças fora de tolerância. O cliente rejeitou. A metalúrgica recebeu a reclamação, emitiu um crédito, reprocessou as peças e enviou um novo lote. Problema resolvido.
Três meses depois, o mesmo problema voltou. As mesmas peças, o mesmo desvio dimensional, o mesmo cliente insatisfeito.
Esse ciclo — reclamação, correção imediata, repetição do problema — é o sinal mais claro de que a análise de causa raiz não foi feita, ou foi feita de forma superficial. A correção tratou o sintoma, não a causa. E causas não tratadas se repetem.
O método dos 5 Porquês (5 Whys) é uma ferramenta de análise de causa raiz desenvolvida dentro do Sistema Toyota de Produção nos anos 1950, por Taiichi Ohno.
A ideia é deceptivamente simples: perguntar "por quê?" de forma consecutiva, aprofundando progressivamente a análise até chegar à causa sistêmica real — aquela que, quando corrigida, elimina a possibilidade de recorrência.

Na metalúrgica, onde não conformidades envolvem variáveis de processo complexas e interligadas — parâmetros de laser, tempos de cura, configurações de dobradeira, contaminação de matéria-prima, qualificação de operadores —, a análise de causa raiz é a diferença entre resolver o problema e apenas administrá-lo.
O que é análise de causa raiz e por que ela importa na metalúrgica
A diferença entre correção imediata e ação corretiva
Toda não conformidade exige dois tipos de resposta:
- Ação de contenção imediata: o que fazer agora para proteger o cliente e minimizar o impacto. Segregar o lote não conforme, reprocessar as peças afetadas, emitir crédito ou fazer reposição de urgência. Essa ação é necessária mas não evita a repetição.
- Ação corretiva: o que mudar no processo para que a não conformidade não volte a acontecer. Essa ação só é possível depois de identificar a causa raiz — a razão sistêmica real pela qual o problema ocorreu.
A análise de causa raiz é o processo estruturado de investigação que conecta esses dois momentos: transforma a não conformidade identificada em uma causa raiz compreendida e, a partir daí, em uma mudança de processo que elimina o problema na origem.
Por que não conformidades se repetem sem análise de causa raiz
Na prática da maioria das metalúrgicas de pequeno e médio porte, a resposta a uma não conformidade segue um padrão bem conhecido:
O problema é identificado → o operador é chamado → o problema é "corrigido" naquele lote → o processo continua como antes.
Mas se o processo continua como antes — com os mesmos parâmetros, a mesma matéria-prima, a mesma sequência operacional e o mesmo nível de treinamento — qual é a razão para esperar um resultado diferente na próxima produção?
A causa raiz é o elemento do sistema que criou as condições para o problema ocorrer. Enquanto ela existir, o problema vai se repetir — às vezes no próximo lote, às vezes em seis meses, mas vai se repetir.
O método dos 5 Porquês: como funciona e como aplicar
A lógica do método
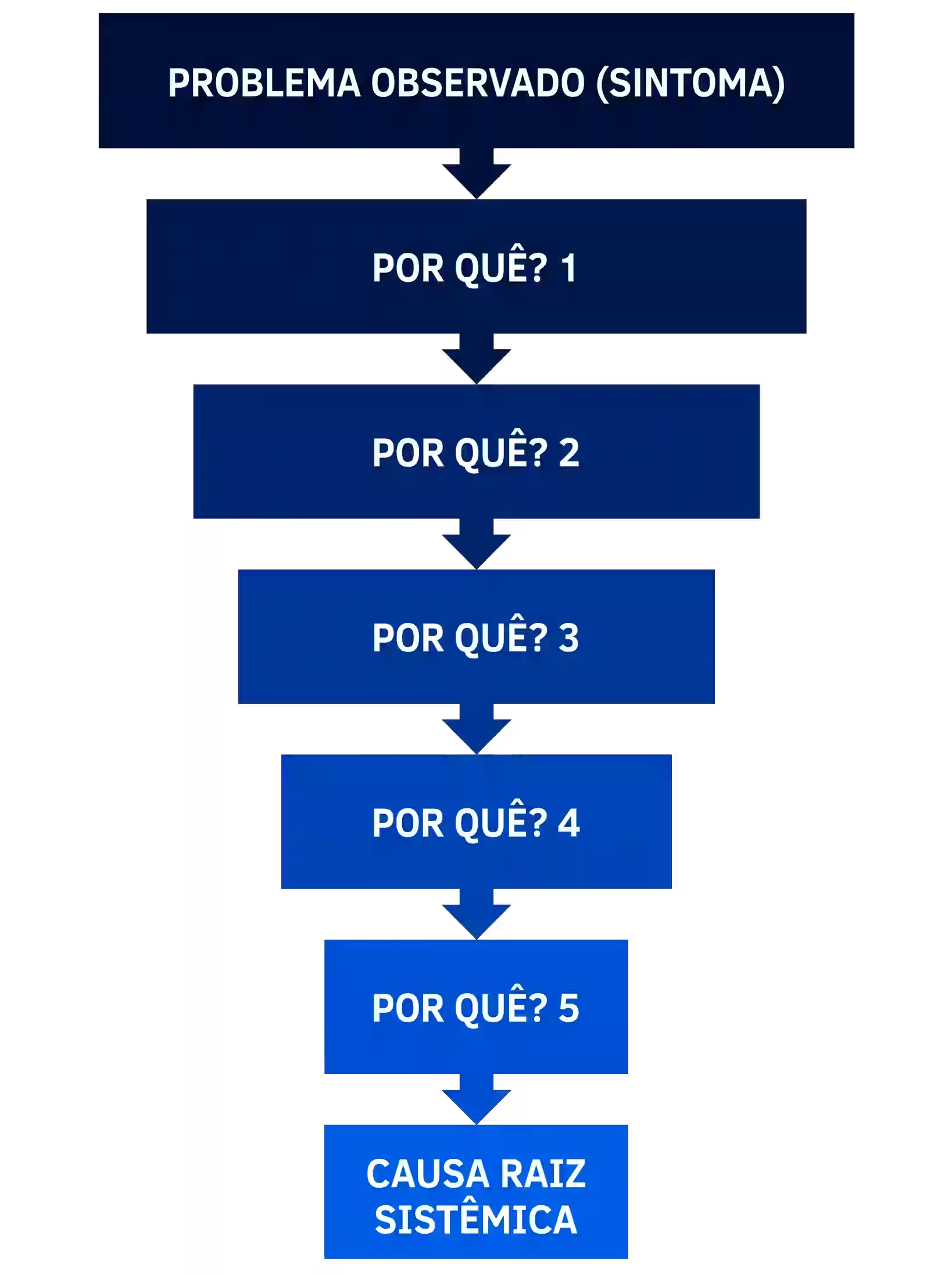
O método dos 5 Porquês parte de um problema observado e pergunta "por quê?" de forma sequencial, com cada resposta se tornando o ponto de partida da próxima pergunta. A cada nível, a análise se aprofunda — passando do sintoma superficial para as causas intermediárias e, finalmente, para a causa raiz sistêmica.
O número "5" é orientativo — algumas análises chegam à causa raiz em 3 ou 4 perguntas; outras exigem 6 ou 7. O critério de parada não é um número fixo, mas sim o momento em que a resposta aponta para um elemento do sistema que, se corrigido, impede a recorrência — e que está sob controle da empresa.
A estrutura de uma análise dos 5 Porquês
Etapa 1: definir o problema com precisão
O ponto de partida é a definição clara e objetiva do problema. Uma definição ruim gera uma análise ruim. "A peça ficou ruim" não é uma definição de problema. "As peças do lote 2024-0847 apresentaram ângulo de dobra de 87° ± 0,5° em vez de 90° ± 0,5° especificado, resultando em rejeição de 100% do lote" é uma definição de problema.
A definição do problema deve incluir: o que aconteceu, quando aconteceu, onde aconteceu e qual é o impacto (quantas peças, qual custo, qual cliente).
Etapa 2: perguntar "por quê?" progressivamente
Com o problema definido, a análise começa. Cada "por quê?" deve ser respondido com base em evidências — dados de processo, inspeção da peça, entrevista com o operador, análise do material, verificação dos parâmetros programados. Nunca com base em suposição.
Etapa 3: identificar quando a causa raiz foi atingida
A causa raiz foi atingida quando a resposta é um elemento do sistema que: está sob controle da empresa, se corrigido elimina a possibilidade de recorrência, e não tem uma causa subjacente adicional que a empresa possa corrigir.
Etapa 4: definir a ação corretiva e o prazo
A ação corretiva é a mudança de sistema que endereça a causa raiz. Deve ser específica, mensurável, ter um responsável e um prazo definido. "Melhorar o processo" não é uma ação corretiva. "Adicionar verificação de springback com relógio comparador após cada setup de dobradeira, registrado no formulário F-012, responsável: Paulo, prazo: 15/10" é uma ação corretiva.
Etapa 5: verificar a eficácia da ação corretiva
Após a implementação da ação corretiva, é necessário verificar se ela foi eficaz — se o problema realmente não se repetiu. A verificação é feita por amostragem nas primeiras produções após a ação, com registro dos resultados.
Sem essa verificação de eficácia, o ciclo de melhoria não fecha. Uma ação corretiva que nunca foi verificada é, para todos os efeitos práticos, uma ação corretiva que não foi implementada.

Análise de causa raiz na prática: exemplos reais em metalúrgica

Exemplo 1: ângulo de dobra fora de especificação
Problema: peças do lote de suportes de painel apresentaram ângulo de 87° em vez de 90°, resultando em rejeição de 150 peças de aço carbono 2 mm.
Aplicando os 5 Porquês
Por quê o ângulo ficou em 87° em vez de 90°? Porque a dobradeira não está compensando corretamente o springback do material.
Por quê a dobradeira não está compensando o springback? Porque os parâmetros de springback no programa de dobra estão calibrados para aço carbono de 2 mm com dureza HB 150, mas o lote de chapa atual tem dureza HB 170.
Por quê o programa de dobra não foi ajustado para a dureza real do lote? Porque o operador não verificou a dureza do lote de matéria-prima antes de iniciar a produção.
Por quê o operador não verificou a dureza do lote? Porque não existe procedimento formal exigindo a verificação de dureza da matéria-prima antes do setup de dobra para essa família de peças.
Por quê não existe esse procedimento? Porque a metalúrgica nunca havia mapeado a variação de dureza entre lotes de fornecedor como uma variável de risco para o processo de dobra.
Causa raiz: ausência de procedimento de verificação de dureza de matéria-prima antes de setup de dobra para peças com tolerância de ângulo apertada.
Ação corretiva: criar instrução de trabalho IT-012 exigindo medição de dureza Brinell em 3 pontos de cada lote de chapa antes do setup de dobra de peças com tolerância de ângulo de ±0,5°. Registrar no formulário de liberação de lote. Responsável: supervisor de produção. Prazo: 30 dias.
Exemplo 2: pintura com descascamento prematuro
Problema: lote de 80 gabinetes entregues há 4 meses ao cliente apresentou descascamento da pintura eletrostática nas bordas, com corrosão visível. Cliente solicitou substituição do lote e abatimento.
Aplicando os 5 Porquês
Por quê a pintura descascou nas bordas? Porque a adesão da tinta nessas regiões estava abaixo do mínimo aceitável.
Por quê a adesão estava abaixo do mínimo nas bordas? Porque a espessura de filme nas arestas cortadas era de 28 μm a 32 μm — abaixo do mínimo de 45 μm especificado para arestas.
Por quê a espessura ficou abaixo do mínimo nas arestas? Porque as arestas cortadas a laser não foram lixadas ou chanfradas antes da pintura, mantendo o perfil vivo que dificulta a deposição de pó.
Por quê as arestas não foram lixadas ou chanfradas? Porque o procedimento de preparação de superfície não especifica esse tratamento para peças cortadas a laser antes da pintura.
Por quê o procedimento não especifica? Porque quando o procedimento foi escrito, a metalúrgica não fazia corte a laser. O procedimento nunca foi revisado após a aquisição do laser.
Causa raiz: procedimento de preparação de superfície desatualizado — não contempla o tratamento de arestas para peças oriundas de corte a laser.
Ação corretiva: revisar o procedimento de preparação de superfície (PO-008) para incluir chanframento ou lixamento de arestas cortadas a laser antes da aplicação de primer ou pó eletrostático, com espessura mínima de aresta de 45 μm como critério de aceite na inspeção de pintura. Responsável: gerente de qualidade. Prazo: 21 dias.
Exemplo 3: solda com porosidade em inox
Problema: inspeção de lote de peças soldadas em inox 304L revelou porosidade no cordão em 35% das peças. Cliente exige ensaio de líquido penetrante e rejeitou 28 unidades.
Aplicando os 5 Porquês
Por quê houve porosidade no cordão de solda? Porque houve contaminação da poça de fusão por gás durante a soldagem TIG.
Por quê houve contaminação por gás? Porque havia umidade na região de soldagem que gerou vapor d'água que entrou na poça de fusão.
Por quê havia umidade na região de soldagem? Porque as peças foram soldadas logo após a limpeza com solução aquosa de desengraxe, sem tempo de secagem adequado antes da soldagem.
Por quê as peças não foram secas antes da soldagem? Porque o procedimento de soldagem especifica apenas "limpar com isopropílico antes de soldar" — sem mencionar a secagem após limpeza aquosa quando aplicável.
Por quê o procedimento não menciona a secagem? Porque a limpeza aquosa foi introduzida como etapa adicional há 3 meses sem revisão do procedimento de soldagem.
Causa raiz: procedimento de soldagem não atualizado para contemplar a etapa de secagem após a introdução da limpeza aquosa como pré-tratamento.
Ação corretiva: revisar o procedimento de soldagem (WPS-003) para incluir etapa obrigatória de secagem (80°C por 15 minutos em estufa, ou ar quente por 5 minutos) após qualquer limpeza aquosa antes da soldagem de inox. Responsável: engenheiro de processo. Prazo: 15 dias.
Exemplo 4: rebarba excessiva no corte a laser de alumínio
Problema: lote de 300 peças em alumínio 5052-H32 de 3 mm apresentou rebarba aderente na face inferior que não foi removida antes da montagem, causando reclamação do cliente.
Aplicando os 5 Porquês
Por quê havia rebarba aderente nas peças? Porque os parâmetros de corte a laser para alumínio 3 mm estavam gerando fusão incompleta na parte inferior da chapa.
Por quê os parâmetros estavam gerando fusão incompleta? Porque a velocidade de corte estava 15% acima do ótimo para aquela espessura com o gás e a potência configurados.
Por quê a velocidade estava acima do ótimo? Porque o operador ajustou a velocidade para aumentar a produtividade sem atualizar o parâmetro na tabela de processo.
Por quê o operador ajustou a velocidade sem atualizar a tabela? Porque não existe controle de acesso para alteração de parâmetros de processo no controlador da máquina — qualquer operador pode modificar velocidade e potência diretamente no painel sem aprovação.
Por quê não existe controle de acesso para parâmetros de processo? Porque a máquina foi configurada na instalação com acesso aberto e nunca foi implementada uma política de controle de parâmetros.
Causa raiz: ausência de política e controle técnico para proteção de parâmetros críticos de processo no controlador da máquina de laser.
Ação corretiva: configurar senha de acesso para alteração de parâmetros de velocidade e potência no controlador do laser. Apenas o programador de CNC e o supervisor de produção terão acesso para alteração. Qualquer alteração de parâmetro exige registro no relatório de processo (RP-002). Responsável: TI industrial + supervisor. Prazo: 10 dias.
Os erros mais comuns na aplicação dos 5 Porquês em metalúrgica
Erro 1: parar na causa próxima, não na causa raiz
O erro mais frequente é encerrar a análise muito cedo — na segunda ou terceira pergunta — quando se chega a um "culpado" conveniente mas não à causa sistêmica real.
Exemplo: o operador não seguiu o procedimento. Por quê? Porque esqueceu. Ação corretiva: treinar o operador.
O treinamento é uma ação válida mas insuficiente — porque se o procedimento existe e o operador foi treinado, por que ele não o seguiu? A resposta real pode estar na acessibilidade do procedimento, no tempo disponível ou na pressão de produção. Essas são as causas raiz que eliminam a recorrência.
Erro 2: culpar pessoas em vez de sistemas
Os 5 Porquês são uma ferramenta de análise de sistema — não de imputação de culpa. Quando a análise chega a "o operador não seguiu o procedimento", a pergunta seguinte não deve ser "por que o operador falhou", mas "por que o sistema permitiu que o operador não seguisse o procedimento sem que isso fosse detectado antes de gerar a não conformidade."
Na maioria das não conformidades, o operador não é a causa raiz — é o ponto onde um conjunto de condições sistêmicas convergiram para produzir um erro. Corrigir o sistema é mais eficaz do que punir a pessoa.
Erro 3: análise baseada em suposição, não em evidência
Cada resposta da análise dos 5 Porquês deve ser sustentada por dados ou observação direta — não por suposição. "Provavelmente o gás estava com pressão baixa" não é uma resposta válida sem a leitura do manômetro ou o registro de pressão do momento da produção.
Quando os dados não estão disponíveis, a análise revela também um problema secundário: a ausência de monitoramento de processo. Implementar esse monitoramento pode ser parte da ação corretiva — e é em si uma melhoria estrutural do sistema.
Erro 4: ações corretivas genéricas que não mudam nada
"Conscientizar a equipe sobre a importância da qualidade" não é uma ação corretiva. "Reforçar o treinamento do setor" sem especificar o que vai ser treinado, por quem, quando e como vai ser verificado não é uma ação corretiva.
Uma ação corretiva eficaz é específica: muda uma instrução de trabalho, adiciona um passo de verificação, implementa um controle técnico, cria um registro que antes não existia. É algo que pode ser auditado: ou foi feito ou não foi.
Erro 5: não verificar a eficácia da ação corretiva
A análise dos 5 Porquês e a ação corretiva são inúteis se ninguém verifica se funcionaram. O fechamento do ciclo exige: produção de um lote após a implementação da ação, inspeção específica da característica que havia dado problema, registro do resultado e declaração formal de eficácia — ou abertura de nova análise se o problema se repetir.
Sem o fechamento do ciclo, a melhoria contínua não acontece — acontece apenas a ilusão de melhoria, com os mesmos problemas se repetindo sob diferentes aparências.
Como integrar a análise de causa raiz à rotina da metalúrgica
O relatório de não conformidade como ferramenta de aprendizado
O formulário de relatório de não conformidade (RNC) é o documento que estrutura e registra toda a análise dos 5 Porquês. Um RNC bem estruturado contém:
- Identificação da não conformidade (lote, data, operação, cliente, quantidade)
- Ação de contenção imediata tomada
- Análise dos 5 Porquês com evidências para cada nível
- Causa raiz identificada
- Ação corretiva com responsável, prazo e método de verificação
- Registro da verificação de eficácia
- Status (aberto / eficaz / ineficaz — nova análise)
O RNC não é burocracia — é memória organizacional. Cada RNC arquivado é uma lição aprendida que impede que o mesmo problema precise ser descoberto de novo por um novo operador, em um novo lote, com um novo cliente afetado.
Tendências de causa raiz: o que os dados revelam
Quando os RNCs são acumulados ao longo de meses, emergem padrões que a análise individual não revela: 40% das não conformidades têm procedimentos desatualizados como causa raiz, 25% têm ausência de monitoramento de parâmetro, 20% têm variação de matéria-prima sem controle de entrada.
Esses padrões indicam onde o sistema de gestão da qualidade tem lacunas estruturais — e onde o investimento em melhoria de processo vai gerar o maior retorno em termos de redução de não conformidades. Sem dados acumulados, essa visão sistêmica é impossível.

Conclusão: a análise de causa raiz é o que transforma problemas em maturidade de processo
A análise de causa raiz com o método dos 5 Porquês não é uma ferramenta de resolução de problemas — é uma ferramenta de aprendizado organizacional. Cada não conformidade bem analisada é uma oportunidade de tornar o processo mais robusto, mais previsível e mais resistente à recorrência.
Uma metalúrgica que aplica os 5 Porquês de forma sistemática acumula, ao longo do tempo, um conjunto de mudanças de processo que cada vez mais fecham as lacunas que permitem que problemas ocorram.
O número de não conformidades cai não porque os operadores ficaram mais cuidadosos — mas porque o sistema foi ajustado para tornar os erros mais difíceis de cometer e mais fáceis de detectar antes de chegarem ao cliente.
Para o cliente industrial que terceiriza peças metálicas, perguntar ao fornecedor "como vocês tratam as não conformidades?" é uma das questões mais reveladoras de maturidade operacional. Se a resposta for "analisamos a causa raiz, implementamos ação corretiva e verificamos a eficácia", você está diante de um fornecedor que aprende — e que vai melhorar a cada problema, em vez de repeti-lo.