
O papel do corte a laser na metalúrgica
O corte a laser em chapas metálicas é uma das tecnologias mais importantes da fabricação industrial moderna. Utilizando um feixe de luz altamente concentrado, esse processo permite cortar metais com extrema precisão, excelente acabamento e grande repetibilidade.
Nas últimas décadas, o corte a laser em chapas metálicas transformou completamente a maneira como peças metálicas são fabricadas.
Antes da popularização dessa tecnologia, processos como puncionamento, oxicorte, serragem, plasma e até usinagem eram amplamente utilizados para produzir peças a partir de chapas metálicas.
Muitos desses processos continuam sendo úteis em aplicações específicas, mas o laser trouxe uma combinação de vantagens que elevou o padrão da fabricação metálica.
Entre os principais ganhos proporcionados pelo corte a laser estão:
- maior precisão dimensional
- maior velocidade de produção
- flexibilidade para produzir geometrias complexas
- menor necessidade de ferramentas específicas
- melhor acabamento de borda
- excelente integração com softwares de engenharia
- facilidade para produzir pequenos e médios lotes
Hoje, praticamente toda metalúrgica moderna utiliza máquinas de corte a laser para fabricar componentes metálicos. Essas máquinas permitem transformar projetos digitais em peças físicas com grande rapidez. Arquivos de software CAD podem ser convertidos diretamente em programas de corte, eliminando várias etapas intermediárias do processo produtivo.
Isso torna o corte a laser em chapas metálicas especialmente interessante para empresas que trabalham com:
- fabricação sob medida
- produção de lotes médios
- desenvolvimento de novos produtos
- peças industriais complexas
- componentes que exigem encaixe preciso
- estruturas metálicas com alta repetibilidade
O que é corte a laser em chapas metálicas
O corte a laser em chapas metálicas é um processo de fabricação que utiliza um feixe de laser altamente concentrado para fundir, vaporizar ou oxidar o metal, separando a chapa em diferentes formas.
Esse feixe de laser funciona como uma ferramenta de corte extremamente precisa. Diferente de uma lâmina física ou de uma ferramenta mecânica, o laser corta sem contato direto com a peça. Isso significa que o processo não depende de atrito mecânico para remover material. Em vez disso, ele concentra energia térmica em um ponto minúsculo da chapa.
Quando o feixe é focalizado na superfície da chapa metálica, ele gera uma quantidade enorme de energia térmica em uma área muito pequena. Essa energia provoca:
- fusão do metal
- vaporização do material
- oxidação controlada, em alguns casos
Ao mesmo tempo, um gás auxiliar remove o material fundido da região de corte.
O resultado é uma fenda extremamente fina chamada kerf. Essa fenda representa a largura do corte produzido pelo laser. Em máquinas modernas, o kerf pode ter apenas 0,1 a 0,3 mm de largura, dependendo do material, da espessura da chapa, do tipo de gás e dos parâmetros de corte.
Essa característica permite fabricar peças com alta precisão dimensional e com geometrias muito mais sofisticadas do que muitos processos convencionais.
Além disso, o corte a laser não exige uma ferramenta física específica para cada forma da peça. Isso dá enorme liberdade para a engenharia modificar desenhos, criar protótipos ou produzir lotes diferentes sem grandes mudanças no setup da máquina.
Como o laser é gerado (explicação técnica)
Para entender o corte a laser em chapas metálicas, é importante compreender primeiro como um laser é gerado.
A palavra LASER é um acrônimo para:
Light Amplification by Stimulated Emission of Radiation
Em português:
Amplificação de luz por emissão estimulada de radiação
Esse nome descreve exatamente o princípio físico responsável por gerar o feixe de laser.
Emissão estimulada de radiação
O funcionamento do laser começa com o comportamento dos átomos.
Quando um átomo recebe energia, seus elétrons podem saltar para níveis de energia mais altos. Esse estado é chamado de estado excitado.
Quando o elétron retorna ao seu nível normal, ele libera energia na forma de um fóton, que é uma partícula de luz.
Em condições normais, essa emissão ocorre de forma aleatória. Porém, dentro de um laser ocorre um fenômeno especial chamado emissão estimulada.
Nesse processo, um fóton que já está se propagando atravessa um meio com átomos excitados e estimula esses átomos a liberarem novos fótons idênticos.
Esses novos fótons possuem:
- mesma frequência
- mesma fase
- mesma direção
Isso é o que dá ao laser suas características únicas e permite concentrar muita energia em um feixe muito pequeno.
Amplificação da luz dentro da cavidade óptica
Dentro de uma fonte de laser existe uma estrutura chamada cavidade óptica.
Essa cavidade possui dois espelhos em suas extremidades:
- um espelho totalmente refletivo
- um espelho parcialmente transparente
A luz gerada dentro da cavidade fica refletindo entre esses espelhos várias vezes. A cada passagem pelo meio ativo do laser, novos fótons são gerados por emissão estimulada.
Isso amplifica progressivamente a intensidade do feixe.
Parte da luz escapa pelo espelho parcialmente transparente. Esse feixe que sai da cavidade é o feixe de laser que será utilizado pela máquina.
Características únicas do feixe de laser
O feixe produzido por um laser possui propriedades muito diferentes da luz comum.
Coerência
Os fótons possuem a mesma fase. Isso significa que as ondas de luz estão sincronizadas.
Colimação
O feixe apresenta baixíssima divergência. Ele permanece concentrado mesmo em distâncias relativamente grandes.
Alta densidade de energia
Quando focalizado por lentes, o feixe pode concentrar enorme quantidade de energia em uma área microscópica.
É justamente essa alta densidade de energia que permite cortar metais.
Como funciona o corte a laser em chapas metálicas
O funcionamento do corte a laser em chapas metálicas envolve uma combinação de óptica, eletrônica, engenharia mecânica e controle computacional.
O processo pode ser dividido em quatro etapas principais:
- geração do feixe de laser
- condução e focalização do feixe
- interação com o material
- remoção do material fundido
Geração do feixe de laser
O primeiro passo é a geração do feixe de laser por uma fonte especializada.
As tecnologias mais utilizadas atualmente são:
- laser CO₂
- laser de fibra
Hoje, o laser de fibra domina o mercado de corte de chapas metálicas, principalmente devido à maior eficiência energética, menor manutenção e melhor qualidade de feixe.
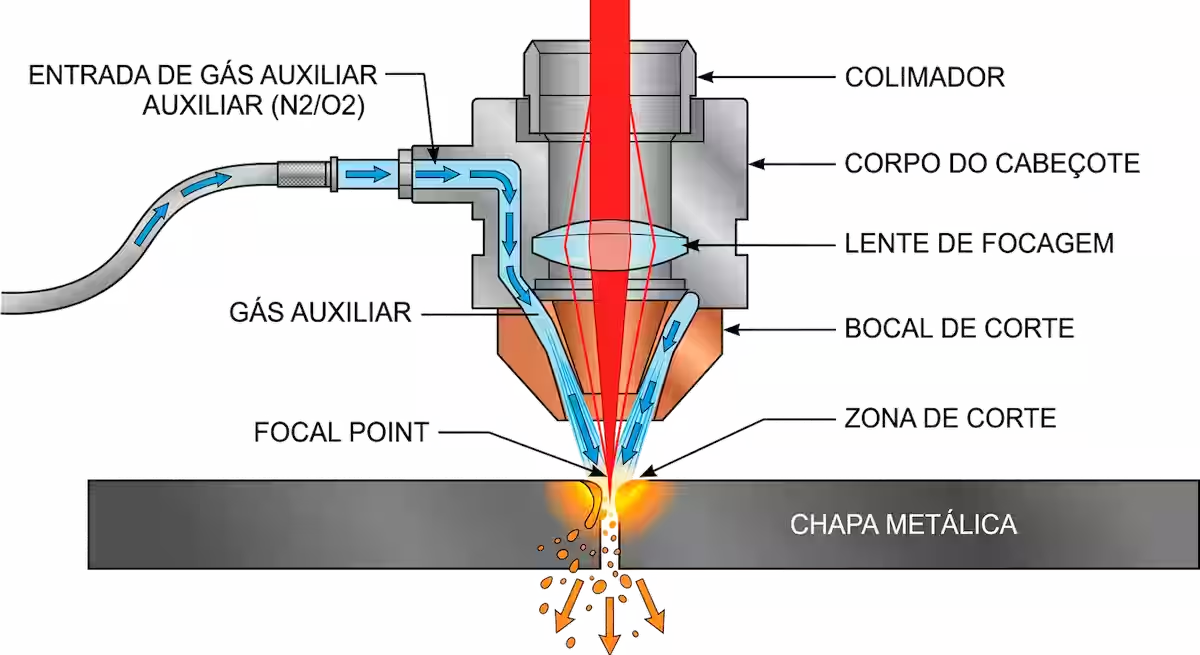
Condução e focalização do feixe
Depois de gerado, o feixe é conduzido até o cabeçote de corte.
No caso das máquinas de fibra, isso ocorre por meio de fibras ópticas. Já no cabeçote, um conjunto de lentes concentra o feixe em um ponto extremamente pequeno, chamado ponto focal.
Quanto menor o ponto focal, maior a densidade de energia. E quanto maior a densidade de energia, maior a capacidade do laser de fundir o metal de maneira controlada.
A distância entre o ponto focal e a superfície da chapa é extremamente importante. Por isso, o cabeçote possui sistemas de controle de altura que ajustam automaticamente a posição em relação à chapa.
Interação com a chapa metálica
Quando o feixe atinge a superfície da chapa, a energia luminosa é convertida em calor.
Esse calor provoca a fusão do material.
Dependendo da potência do laser, do tipo de metal e do gás utilizado, o material pode:
- derreter
- vaporizar
- oxidar
Essa interação ocorre em uma área muito pequena, o que ajuda a reduzir a zona afetada pelo calor em comparação com outros processos térmicos.
Gás auxiliar
Durante o corte, um gás é direcionado para a região do feixe.
Esse gás possui duas funções principais:
- expulsar o material fundido
- melhorar a qualidade do corte
Os gases mais utilizados são:
- oxigênio
- nitrogênio
- ar comprimido
A escolha do gás influencia diretamente o acabamento, a velocidade de corte e o custo do processo.
Tipos de laser utilizados no corte de chapas metálicas
A evolução da tecnologia laser levou ao desenvolvimento de diferentes tipos de fontes.
Laser CO₂
Durante muitos anos, o laser CO₂ foi o padrão da indústria. Ele utiliza uma mistura de gases como meio ativo para gerar o feixe.
Suas principais características incluem:
- bom desempenho em chapas mais espessas
- capacidade de cortar materiais não metálicos
- tecnologia madura e consolidada
No entanto, sua eficiência energética é menor quando comparada ao laser de fibra. Além disso, costuma exigir mais manutenção e apresentar menor velocidade em materiais finos.
Laser de fibra
O laser de fibra utiliza fibras ópticas dopadas para amplificar o feixe de luz.
Essa tecnologia oferece várias vantagens:
- maior eficiência energética
- menor consumo elétrico
- menor manutenção
- maior velocidade de corte
- melhor desempenho em aço carbono, inox e alumínio
- maior precisão em chapas finas e médias
Por essas razões, o laser de fibra se tornou a tecnologia dominante na maioria das metalúrgicas modernas.
Materiais que podem ser cortados com laser
O corte a laser em chapas metálicas pode ser aplicado em diversos metais industriais.
Aço carbono
O aço carbono é um dos materiais mais comuns.
Ele pode ser cortado utilizando oxigênio como gás auxiliar, o que aumenta a velocidade de corte em muitas aplicações.
Esse método permite cortar chapas relativamente espessas com boa produtividade.
É amplamente utilizado na fabricação de:
- estruturas metálicas
- suportes industriais
- componentes de máquinas
- chapas para dobra e soldagem
Aço inoxidável
O aço inoxidável (inox) geralmente é cortado com nitrogênio.
Isso evita a oxidação da borda e permite obter um corte limpo, brilhante e com melhor acabamento superficial.
É muito utilizado em:
- equipamentos industriais
- máquinas alimentícias
- estruturas expostas à corrosão
- componentes com acabamento aparente
Alumínio
O alumínio também pode ser cortado com laser de fibra. No entanto, sua alta refletividade exige equipamentos modernos e parâmetros bem ajustados.
Quando o processo é corretamente configurado, o alumínio pode ser cortado com boa qualidade e excelente produtividade.
Gases auxiliares no corte a laser
Embora o laser seja o principal responsável pelo corte, o gás auxiliar é uma parte crítica do processo.
Oxigênio
O oxigênio é muito usado no corte de aço carbono.
Ele ajuda a aumentar a velocidade porque participa da reação térmica, gerando calor adicional na região de corte.
Como vantagem, oferece boa produtividade. Como desvantagem, pode deixar a borda oxidada, o que pode influenciar processos posteriores como pintura ou soldagem, dependendo da aplicação.
Nitrogênio
O nitrogênio é amplamente utilizado para inox e também em aplicações onde se deseja borda limpa e sem oxidação.
Ele atua como gás inerte de expulsão do material fundido.
Sua principal vantagem é o excelente acabamento. Como ponto de atenção, costuma demandar maior pressão e maior custo operacional.
Ar comprimido
O ar comprimido é uma alternativa mais econômica em alguns casos.
De forma simples, o ar comprimido é o próprio ar atmosférico que passa por um sistema de compressão e tratamento antes de ser enviado para o cabeçote de corte da máquina. Como o ar atmosférico é composto principalmente por nitrogênio e oxigênio, o ar comprimido funciona como uma mistura natural desses gases.
Ele pode ser utilizado quando o foco está mais em custo do que em acabamento máximo.
É bastante usado em aplicações industriais onde pequenas variações de acabamento são aceitáveis.
Espessuras típicas de corte a laser
A espessura máxima que pode ser cortada depende da potência da máquina, da qualidade do feixe, do tipo de material e do gás auxiliar utilizado.
Alguns exemplos típicos incluem:
Máquinas de 2 kW
- aço carbono até aproximadamente 10–12 mm
- inox em espessuras menores
- alumínio em espessuras moderadas
Máquinas de 4 kW
- aço carbono até aproximadamente 20 mm
- inox e alumínio com maior capacidade
Máquinas de 10 kW ou mais
- aço carbono acima de 30 mm, em certos cenários
- grande produtividade em espessuras médias
No entanto, na prática industrial muitas empresas trabalham com espessuras menores, porque chapas mais finas e médias oferecem:
- maior velocidade de corte
- menor custo por peça
- melhor qualidade dimensional
- melhor integração com dobra e montagem
A escolha ideal depende fortemente do equilíbrio entre produtividade e necessidade estrutural do projeto.
Vantagens do corte a laser em chapas metálicas
O corte a laser em chapas metálicas apresenta diversas vantagens importantes.
Alta precisão dimensional
O laser permite produzir peças com tolerâncias pequenas, o que é essencial em projetos com encaixes precisos, montagem técnica ou exigência de repetibilidade.
Geometrias complexas
Uma das maiores vantagens do processo é a capacidade de cortar formas complexas sem necessidade de ferramentas específicas.
Isso permite produzir:
- furos pequenos
- recortes internos
- contornos detalhados
- geometrias personalizadas
Excelente acabamento
As bordas de corte costumam apresentar acabamento limpo. Em muitos casos, não é necessário retrabalho, o que reduz tempo e custo na fabricação.
Flexibilidade de produção
O laser permite produzir peças diferentes sem trocar ferramentas físicas. Basta alterar o programa da máquina.
Isso é especialmente valioso em:
- protótipos
- lotes pequenos
- lotes médios
- produção sob medida

Integração com software
A integração com CAD, CAM e nesting torna o processo altamente eficiente e compatível com rotinas modernas de engenharia e produção.
Limitações do corte a laser em chapas metálicas
Apesar das vantagens, o processo possui algumas limitações.
Investimento inicial
Máquinas de corte a laser possuem alto custo inicial. No entanto, sua produtividade, flexibilidade e qualidade costumam compensar esse investimento ao longo do tempo.
Limite de espessura
Para chapas extremamente espessas, outros processos podem ser mais adequados, dependendo do custo, do tempo de produção e da exigência de qualidade.
Sensibilidade à qualidade do material
Chapas com empenamento, oxidação excessiva ou variações de superfície podem afetar o desempenho do corte.
O papel do nesting no corte a laser
Antes de iniciar o corte, as peças precisam ser posicionadas na chapa. Esse processo é chamado de nesting.
O nesting busca organizar as peças de forma eficiente para:
- reduzir desperdício de material
- aumentar a quantidade de peças por chapa
- reduzir movimentações desnecessárias da máquina
- otimizar o tempo total de produção

Softwares modernos conseguem testar milhares de combinações em poucos segundos para encontrar o melhor arranjo possível.
Em muitas operações, a qualidade do nesting impacta diretamente o custo final da peça.

Como projetar melhor para corte a laser
Um bom projeto pode melhorar muito o aproveitamento da tecnologia.
Respeitar distâncias mínimas
Furos muito próximos entre si ou muito próximos das bordas podem gerar dificuldades no corte ou deformações localizadas.
Evitar detalhes desnecessariamente pequenos
Geometrias extremamente delicadas podem aumentar o tempo de corte e reduzir a eficiência do processo.
Pensar no processo seguinte
Se a peça será dobrada, soldada ou montada, o projeto deve considerar essas etapas desde o início.
Integração com outros processos industriais
Após o corte, as peças geralmente seguem para outras etapas, como:
- dobra CNC
- soldagem
- pintura eletrostática
- montagem
- gravação ou identificação
Essa integração permite fabricar conjuntos metálicos completos com alta eficiência.
Aplicações industriais do corte a laser
O corte a laser em chapas metálicas é utilizado em diversos setores.
Equipamentos industriais
Máquinas industriais utilizam diversas peças cortadas a laser, como suportes, chapas estruturais, reforços e proteções.
Estruturas metálicas
Suportes, chapas estruturais, reforços e componentes de montagem podem ser produzidos com grande precisão.
Painéis elétricos
Gabinetes, painéis e placas de montagem metálicas são frequentemente produzidos por corte a laser.
Mobiliário metálico
Armários, racks, mesas técnicas e estruturas metálicas também aproveitam muito bem a precisão do processo.
Tendências futuras do corte a laser
A tecnologia continua evoluindo.
Algumas tendências incluem:
- lasers cada vez mais potentes
- automação completa de carga e descarga
- integração com sistemas de indústria 4.0
- monitoramento em tempo real
- inteligência artificial aplicada à programação e manutenção
Essas evoluções devem tornar o processo ainda mais eficiente, previsível e competitivo.
Conclusão
O corte a laser em chapas metálicas é uma das tecnologias mais importantes da fabricação moderna. Sua capacidade de combinar precisão, velocidade, flexibilidade e integração com software transformou completamente a forma como peças metálicas são produzidas.
Ao longo dos anos, a tecnologia evoluiu de maneira significativa, especialmente com a consolidação do laser de fibra, o avanço dos softwares de nesting e a integração com linhas produtivas automatizadas.
Hoje, o corte a laser não é apenas uma solução para cortar chapas. Ele é uma ferramenta estratégica de engenharia e produção, capaz de reduzir desperdícios, acelerar desenvolvimento de produtos e elevar o padrão de qualidade na fabricação metálica.
À medida que novas tecnologias continuam sendo desenvolvidas, o corte a laser em chapas metálicas deve continuar desempenhando papel fundamental na indústria metalúrgica.



