Na fabricação de componentes metálicos, transformar uma chapa plana em uma peça tridimensional é uma das etapas mais importantes do processo produtivo.
Essa transformação acontece principalmente por meio da dobra CNC, um processo que permite conformar chapas metálicas com precisão, repetibilidade e eficiência industrial.
Hoje, a dobra CNC é um dos pilares da fabricação moderna. Ela está presente na produção de gabinetes, suportes, estruturas, componentes de máquinas, peças técnicas e conjuntos metálicos utilizados em inúmeros setores industriais.
Quando bem aplicada, a dobra não apenas dá forma à peça, mas também melhora sua rigidez estrutural, reduz a necessidade de componentes adicionais e contribui para a viabilidade econômica da fabricação.

Entender a dobra CNC é importante não apenas para quem opera máquinas, mas também para projetistas, engenheiros, compradores técnicos e empresas que desenvolvem produtos fabricados a partir de chapa metálica.
Muitas decisões tomadas no projeto influenciam diretamente a viabilidade da dobra, o custo da peça, o tempo de produção e a qualidade final do produto.
A dobra CNC é um processo de conformação de chapas metálicas realizado em uma máquina chamada prensa dobradeira CNC.
A sigla CNC significa Controle Numérico Computadorizado, o que indica que os movimentos da máquina são comandados por um sistema programado, capaz de repetir posições, profundidades e sequências com alto grau de precisão.
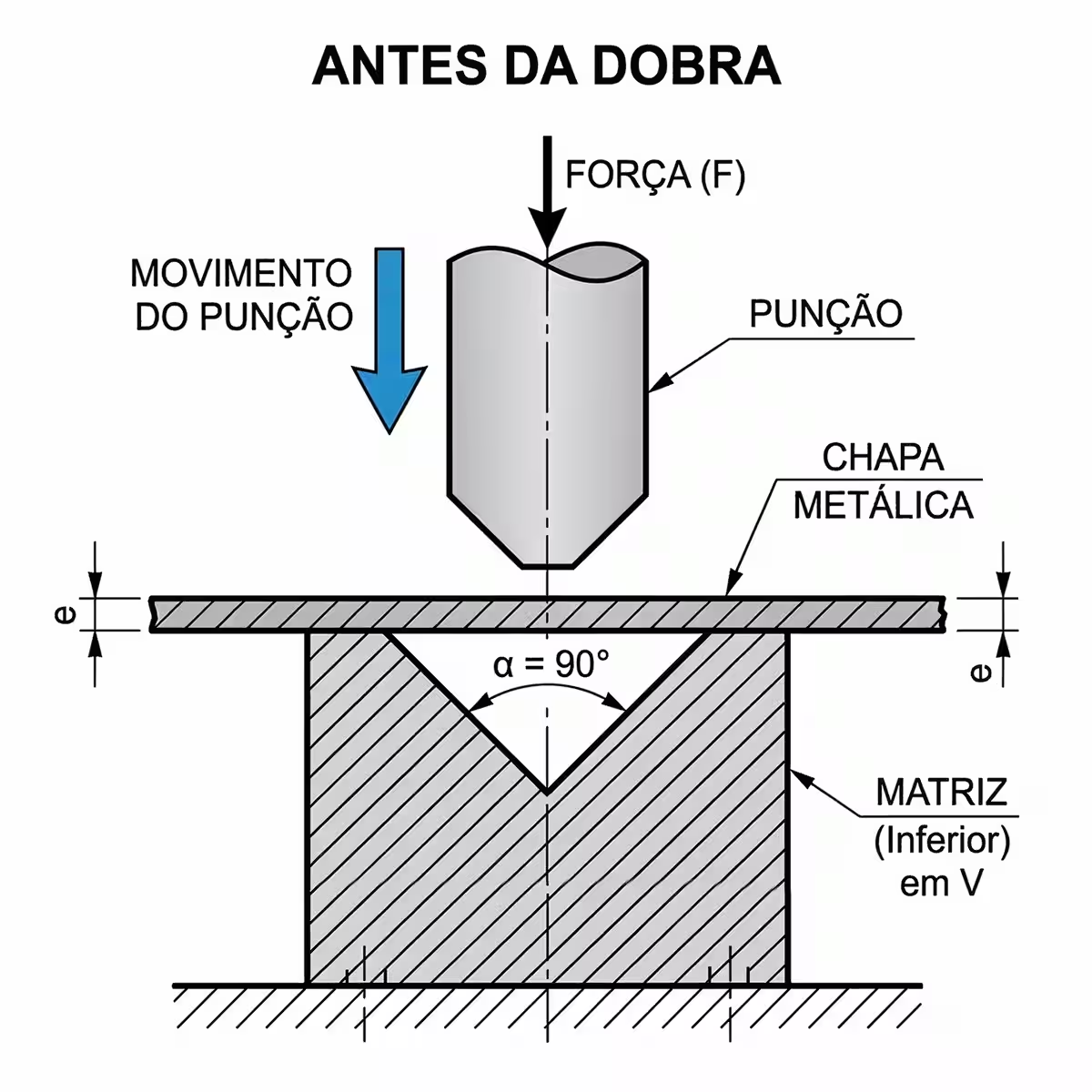
Na prática, a chapa metálica é posicionada entre duas ferramentas principais:
- punção, que é a ferramenta superior
- matriz, que é a ferramenta inferior
Quando o punção desce, ele pressiona a chapa contra a matriz. Essa pressão provoca a deformação plástica do material e cria a dobra desejada.
Esse conceito parece simples, mas é justamente essa simplicidade aparente que faz muita gente subestimar a complexidade do processo.
A dobra CNC não depende apenas de “força”. Ela depende da interação entre material, ferramenta, geometria, sequência de fabricação e comportamento mecânico da chapa.
A importância da dobra CNC na indústria está no fato de que muitas peças fabricadas em chapa só se tornam funcionais depois da conformação. Uma chapa plana cortada a laser ainda não é, na maioria das vezes, a peça final. Ela precisa ser dobrada para ganhar forma, rigidez e função.
Onde a dobra CNC é aplicada
A dobra CNC é utilizada em uma grande variedade de produtos industriais, como:
- gabinetes elétricos
- caixas metálicas
- estruturas de máquinas
- suportes técnicos
- componentes de logística
- mobiliário metálico
- proteções mecânicas
- peças de equipamentos industriais
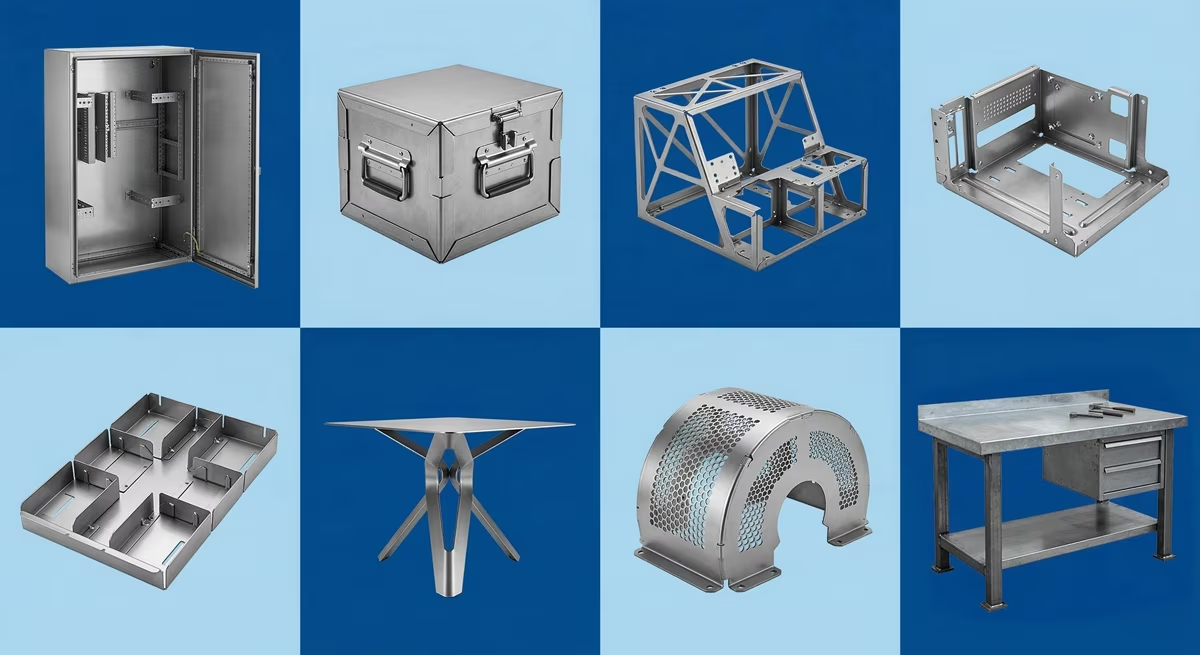
Em todos esses casos, o processo de dobra é o que transforma o desenho em uma geometria útil para montagem e operação.
O que a dobra agrega à peça
Além de alterar a forma da chapa, a dobra CNC pode:
- aumentar a rigidez estrutural
- reduzir a necessidade de solda
- eliminar reforços adicionais
- melhorar o encaixe entre componentes
- facilitar a montagem do conjunto
Por isso, em muitos projetos, a forma como a peça é dobrada é tão importante quanto o material usado.
Embora o processo de dobra CNC pareça simples à primeira vista, ele envolve uma sequência técnica bastante controlada. Cada etapa influencia o resultado final.
Programação da máquina
Antes da produção começar, a máquina precisa ser programada com base no desenho técnico da peça.
Essa programação define parâmetros como:
- posição das dobras
- sequência das operações
- profundidade do punção
- posição dos batentes traseiros
- tipo de ferramenta
- força necessária para a dobra

Em máquinas mais modernas, essa etapa pode incluir softwares de simulação que mostram a peça virtualmente e ajudam a prever colisões, interferências e dificuldades de sequência.
Essa simulação é especialmente importante em peças com múltiplas dobras, porque a ordem de fabricação influencia diretamente a viabilidade do processo.
Posicionamento da chapa
Depois da programação, a chapa é posicionada na máquina por meio dos batentes traseiros, também chamados de backgauges.
Esses dispositivos definem a posição exata onde a dobra será executada.
A repetibilidade da dobra CNC depende fortemente desse posicionamento. Se a chapa não estiver corretamente referenciada, mesmo uma máquina precisa produzirá peças fora de medida.
Em peças simples, pequenos desvios podem ser aceitáveis. Em peças com várias dobras e pontos de montagem, esses desvios acumulam e geram:
- desalinhamento
- dificuldade de montagem
- erro dimensional
- necessidade de retrabalho
Aplicação da força
Com a chapa posicionada, a máquina aplica força sobre o punção, pressionando a chapa contra a matriz.
Essa força varia de acordo com:
- tipo de material
- espessura da chapa
- comprimento da dobra
- abertura da matriz
- ângulo desejado
Quanto maior a espessura e a resistência do material, maior será a força necessária.
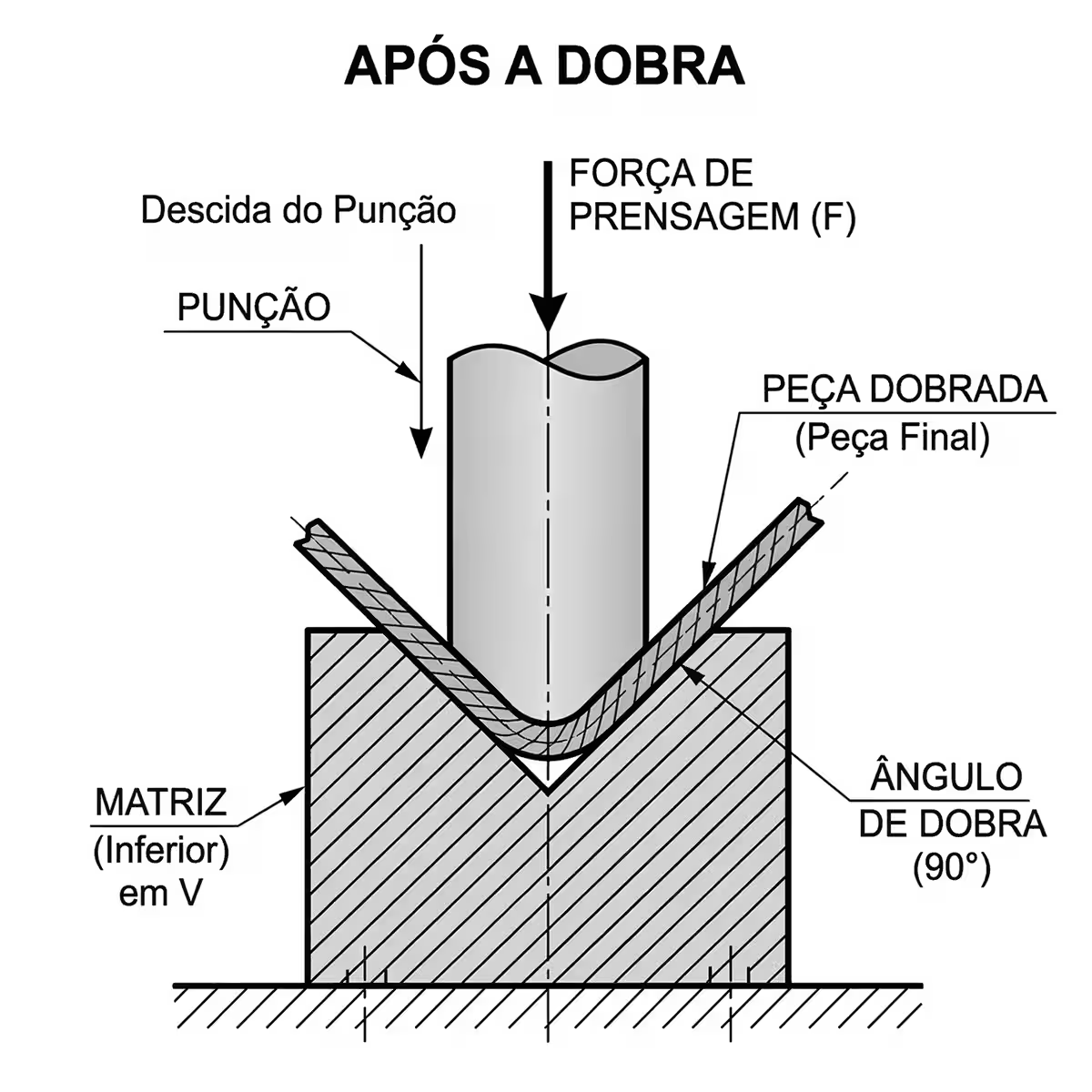
Formação da dobra
Durante a pressão, o material sofre deformação plástica e assume o formato definido pelas ferramentas.
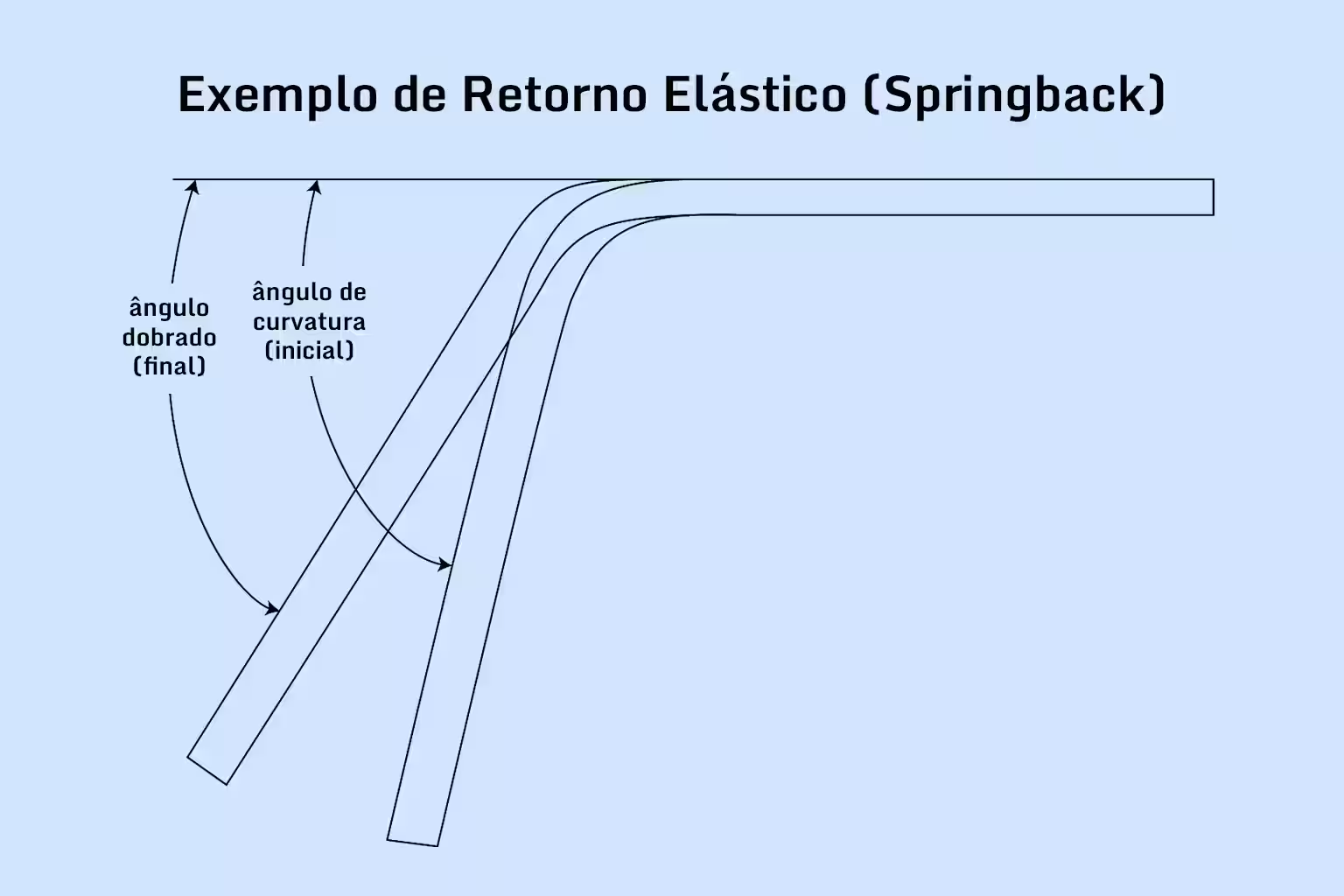
Depois que o punção sobe, a chapa mantém sua nova geometria. No entanto, esse formato final não depende apenas da profundidade aplicada. Ele também depende do comportamento elástico do material, que causa um fenômeno conhecido como retorno elástico.
Um dos conceitos mais importantes para entender a dobra CNC é o chamado retorno elástico, também conhecido como springback.
Quando o material é dobrado, parte da deformação é permanente e parte é elástica. Quando a força da máquina é retirada, o material tende a “voltar” um pouco, abrindo levemente o ângulo da dobra.
Esse comportamento é natural e ocorre em maior ou menor intensidade dependendo de vários fatores.
O que influencia o retorno elástico
O retorno elástico varia conforme:
- tipo de material
- espessura da chapa
- raio interno da dobra
- propriedades mecânicas do metal
- direção da laminação
- método de dobra utilizado
Por exemplo, o aço inox normalmente apresenta retorno elástico maior do que o aço carbono. Já o alumínio pode apresentar comportamentos específicos conforme a liga utilizada.
Por que ele é tão importante
Se o retorno elástico não for corretamente compensado, a peça sai com ângulo incorreto.
Isso pode comprometer:
- o encaixe com outras peças;
- a posição de furos e abas;
- a montagem do conjunto;
- a aparência final;
- a repetibilidade do lote.
Por isso, a máquina ou o operador normalmente precisam dobrar um pouco além do ângulo final desejado. Essa compensação é parte natural do processo.
Muitos problemas da fabricação não começam na máquina. Eles começam no projeto.
Furos muito próximos da linha de dobra
Esse é um dos erros mais comuns.
Quando o furo fica muito próximo da linha de dobra, ele pode:
- deformar
- ovalizar
- mudar de posição
- comprometer encaixes
Raios incompatíveis com o material
Projetar um raio menor do que o material suporta pode causar trincas e instabilidade dimensional.
Sequências inviáveis
Algumas peças parecem corretas no CAD, mas são difíceis ou impossíveis de dobrar na prática.
Isso acontece quando a sequência de dobras gera interferência entre:
- peça e ferramenta;
- peça e estrutura da máquina;
- dobras já feitas e próximas operações.
Tolerâncias irreais
Nem toda peça precisa de tolerâncias extremamente apertadas. Exigir mais do que o necessário aumenta custo e complexidade sem trazer ganho real.
Não considerar o processo no projeto
Projetos de peças em chapa precisam considerar desde o início que a peça será:
- cortada
- dobrada
- eventualmente soldada
- eventualmente pintada
- montada em conjunto
Quando isso não é considerado, surgem retrabalho e custo desnecessário.

Projetar bem para dobra CNC não significa apenas desenhar a peça. Significa desenhar uma peça que possa ser fabricada com eficiência.
Simplifique quando possível
Geometrias desnecessariamente complexas aumentam custo e risco.
Respeite o material
Cada material possui limites próprios. O projeto precisa considerar isso.
Pense na sequência de fabricação
O desenho deve ser feito com consciência do processo, não apenas da forma final da peça.
Converse com a metalúrgica
Muitas melhorias de projeto surgem quando engenharia e fabricação trabalham juntas.