
Introdução
O lote chegou. São 800 peças metálicas.
Inspecionar todas as 800 individualmente levaria dois dias e custaria mais do que o próprio lote.
Mas liberar o lote sem qualquer inspeção é um risco inaceitável — uma peça fora de tolerância que chega à linha de montagem pode parar a produção, gerar retrabalho em toda a subconjunto ou, pior, chegar ao produto final do cliente.
A solução é a amostragem na inspeção de qualidade: inspecionar um subconjunto representativo do lote e, com base nos resultados, tomar a decisão de aceitar ou rejeitar o lote inteiro.
O princípio é estatisticamente sólido — desde que o método de amostragem seja o correto para aquela característica sendo inspecionada.

E é aqui que a maioria das empresas erra. Existem dois métodos fundamentalmente diferentes de amostragem para inspeção de peças:
amostragem por atributos e amostragem por variáveis.
Cada um tem pressupostos, vantagens, limitações e aplicações específicas. Usar o método errado não é apenas ineficiente — pode dar uma falsa sensação de controle enquanto peças não conformes continuam passando despercebidas.
O que é amostragem na inspeção de qualidade e por que ela existe
A lógica estatística por trás da amostragem
A inspeção 100% — verificar cada peça individualmente — parece a opção mais segura. Em alguns casos, é a única opção (quando a inspeção é destrutiva, por exemplo, ou quando o risco de falha é catastrófico e nenhum nível de não conformidade é tolerável). Mas na maioria das aplicações industriais, a inspeção 100% tem três problemas práticos:
- Custo: inspecionar cada unidade exige tempo proporcional ao volume do lote. Para lotes de centenas ou milhares de peças, o custo de inspeção pode superar o custo de fabricação.
- Tempo: inspeção 100% introduz um gargalo no fluxo de produção. Em operações de alto volume, a velocidade de inspeção se torna o limitante de toda a cadeia.
- Fadiga do inspetor: estudos bem documentados mostram que a eficácia da inspeção visual 100% cai significativamente após as primeiras horas — inspetores cansados deixam passar defeitos que um inspetor descansado detectaria. Paradoxalmente, a inspeção 100% muitas vezes encontra menos defeitos do que uma amostragem bem executada.
A amostragem resolve esses três problemas ao custo de um risco estatístico calculado e controlado: existe sempre uma probabilidade de aceitar um lote ruim ou de rejeitar um lote bom. Planos de amostragem bem projetados tornam essas probabilidades explícitas e controláveis.

Os dois riscos fundamentais de qualquer plano de amostragem
Qualquer plano de amostragem trabalha com dois riscos complementares:
1. Risco do produtor
A probabilidade de rejeitar um lote que, na realidade, está dentro da qualidade aceitável. Para o produtor (fornecedor), isso significa rejeição injusta de um lote bom — com custo de reinspeção, devolução e perda de produção. O risco do produtor é tipicamente fixado em 5% (α = 0,05).
2. Risco do consumidor
A probabilidade de aceitar um lote que, na realidade, está fora da qualidade aceitável. Para o consumidor (comprador), isso significa receber um lote com proporção de defeituosos acima do tolerável — com consequências na linha de montagem e na qualidade do produto final. O risco do consumidor é tipicamente fixado em 10% (β = 0,10).
A escolha do plano de amostragem define o equilíbrio entre esses dois riscos, dado o tamanho do lote e o NQA especificado.
Amostragem por atributos: aprovado ou reprovado
O que é e como funciona
A amostragem por atributos é o método mais simples e mais difundido de inspeção por amostragem. O princípio é binário: cada peça inspecionada é classificada em uma de duas categorias — conforme ou não conforme (aprovado ou reprovado, presente ou ausente, dentro ou fora do limite).
A inspeção não produz um valor numérico da característica — apenas uma classificação. O diâmetro de um furo não é medido em milímetros; é verificado com um calibre passa/não-passa e classificado como dentro ou fora da tolerância. A presença de uma rebarba não é quantificada; é constatada como presente ou ausente.
Após inspecionar a amostra, o número de peças não conformes encontradas é comparado com o número de aceitação (c) do plano: se o número de não conformes for menor ou igual a c, o lote é aceito; se for maior, o lote é rejeitado.
A norma ABNT NBR 5426 / ISO 2859: o padrão de referência
O plano de amostragem por atributos mais utilizado na indústria é o definido pela norma ABNT NBR 5426 (equivalente à ISO 2859-1 e à histórica MIL-STD-1050A americana). Essa norma fornece tabelas prontas de planos de amostragem em função de três parâmetros:
Tamanho do lote
O primeiro parâmetro é o número total de peças no lote sendo inspecionado. A norma agrupa os tamanhos de lote em faixas e atribui a cada faixa uma letra de código de tamanho de amostra (A, B, C, D, E, F, G, H, J, K, L, M, N, P, Q, R).
NQA — Nível de Qualidade Aceitável
O NQA é o percentual máximo de não conformes que o plano considera qualidade aceitável para o produtor — é a qualidade que o plano foi projetado para aceitar com alta probabilidade (95%). Os valores de NQA disponíveis na norma variam de 0,010% a 1000 (em peças por 100), sendo os mais comuns: 0,10, 0,25, 0,40, 0,65, 1,0, 1,5, 2,5, 4,0, 6,5 e 10,0.
Nível de inspeção
A norma define três níveis normais (I, II e III) e quatro especiais (S-1 a S-4). O nível II é o padrão para a maioria das aplicações. O nível I exige amostras menores (menor poder de discriminação, mais risco). O nível III exige amostras maiores (maior poder de discriminação, mais custo de inspeção). Os níveis especiais são para inspeção de características de alto custo de verificação ou inspeção destrutiva.
Essa hierarquia de níveis permite calibrar o esforço de inspeção de acordo com o risco real de cada característica — sem desperdiçar recursos onde o impacto é baixo.
Como ler e aplicar um plano de amostragem por atributos
Exemplo prático
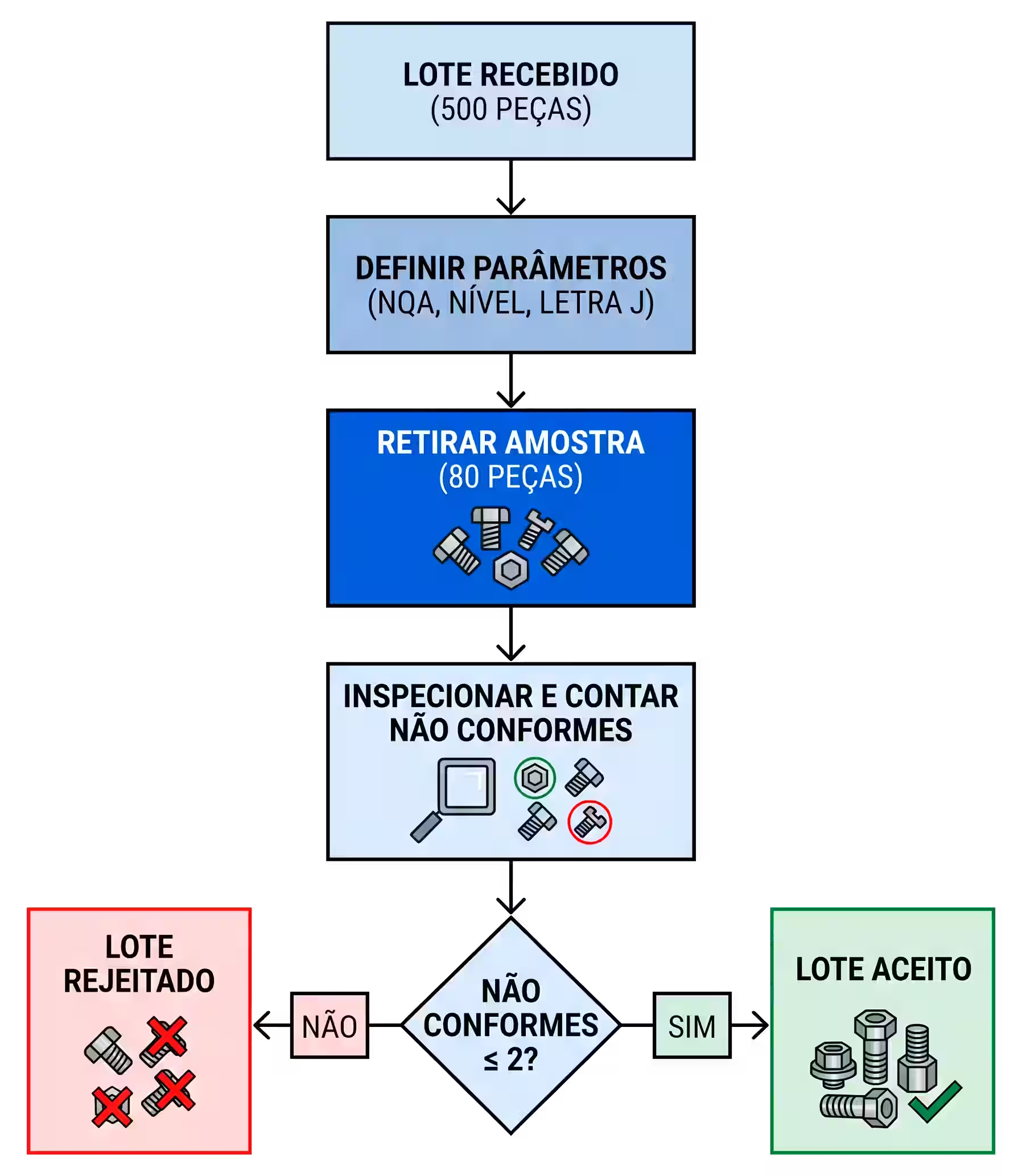
Lote de 500 peças metálicas. NQA especificado: 1,0. Nível de inspeção: II (normal).
- Passo 1: encontrar a letra de código para lote de 501 a 1200 peças com nível II → letra J.
- Passo 2: na tabela de planos normais de inspeção simples, linha J, coluna NQA 1,0 → tamanho de amostra 80 peças, número de aceitação c = 2, número de rejeição r = 3.
- Resultado: inspecionar 80 peças do lote de 500. Se 0, 1 ou 2 peças forem não conformes → lote aceito. Se 3 ou mais forem não conformes → lote rejeitado.
A clareza desse fluxo é uma das grandes forças do método: qualquer inspetor treinado pode executar e registrar o resultado sem ambiguidade.
Vantagens e limitações da amostragem por atributos
Vantagens
- Simplicidade de execução: o inspetor não precisa de instrumentos de medição de precisão para muitas características — um calibre passa/não-passa, um gabarito de verificação ou uma inspeção visual são suficientes. O treinamento necessário é mínimo.
- Rapidez: classificar uma peça como conforme ou não conforme é muito mais rápido do que medir e registrar seu valor dimensional.
- Aplicabilidade ampla: funciona para qualquer característica que possa ser classificada binariamente — dimensões, presença de defeitos superficiais, presença de rebarbas, completude de furação, conformidade de marcação.
- Custo baixo: menor tempo de inspeção, menor custo de instrumentação, menor custo de treinamento.
Limitações
- Perda de informação: ao reduzir uma característica contínua (como uma dimensão) a uma classificação binária, perde-se toda a informação sobre a distribuição do processo. Não é possível saber se as peças estão concentradas próximo ao limite de tolerância (risco futuro) ou bem no centro da especificação (processo estável).
- Necessidade de amostras maiores: para detectar o mesmo nível de qualidade, a amostragem por atributos exige amostras maiores do que a amostragem por variáveis — especialmente para NQAs baixos (alta qualidade exigida).
- Não detecta tendências: um processo que está derivando gradualmente em direção ao limite de tolerância não é detectado até que peças comecem a ser classificadas como não conformes — o que pode ser tarde demais para uma ação corretiva eficaz.
Essa última limitação é especialmente crítica em produção seriada: quando o processo deriva lentamente, a amostragem por atributos só acusa o problema depois que dezenas de peças ruins já foram produzidas.

Amostragem por variáveis: quando o número importa
O que é e como funciona
A amostragem por variáveis mede e registra o valor numérico de uma característica em cada peça da amostra — não apenas a classifica como conforme ou não conforme. Com os valores medidos, calcula-se a média amostral (x̄) e o desvio padrão amostral (s) da amostra, e usa-se esses parâmetros estatísticos para inferir a proporção de não conformes na população inteira.
O princípio é mais sofisticado: em vez de contar quantas peças estão fora da tolerância na amostra, o método estima estatisticamente o quanto o processo está afastado dos limites de especificação — o que permite decidir sobre a aceitação ou rejeição do lote com muito mais informação e com amostras menores.
A norma de referência para amostragem por variáveis é a ABNT NBR 11117 (equivalente à ISO 3951 e à MIL-STD-414).
A estatística por trás da amostragem por variáveis
O índice k e o critério de aceitação
Após medir a amostra e calcular a média (x̄) e o desvio padrão (s), calcula-se o índice de qualidade k:
- Para o limite superior de especificação (LSE): k = (LSE - x̄) / s
- Para o limite inferior de especificação (LIE): k = (x̄ - LIE) / s
O valor k representa quantos desvios padrão a média amostral está afastada do limite de especificação mais próximo. O lote é aceito se k for maior ou igual ao valor de aceitação (k*) definido pelo plano — e rejeitado se k for menor que k*.
A lógica é intuitiva: quanto maior o k, mais a distribuição do processo está afastada do limite de especificação — e, portanto, menor a proporção esperada de não conformes.
Exemplo prático de cálculo
Peça com diâmetro especificado em 20,00 ± 0,20 mm (LIE = 19,80 mm, LSE = 20,20 mm). Amostra de 10 peças com média x̄ = 20,05 mm e desvio padrão s = 0,06 mm. NQA = 1,0, nível de inspeção II.
Para o LSE: k = (20,20 - 20,05) / 0,06 = 0,15 / 0,06 = 2,50
Para o LIE: k = (20,05 - 19,80) / 0,06 = 0,25 / 0,06 = 4,17
O índice de qualidade k* para NQA 1,0 com n=10 é tipicamente 1,72. Como ambos os k calculados (2,50 e 4,17) são maiores que 1,72, o lote é aceito.
Vantagens e limitações da amostragem por variáveis
Vantagens
- Amostras menores para mesma proteção: para o mesmo NQA e o mesmo nível de proteção, a amostragem por variáveis geralmente exige um tamanho de amostra de 30% a 60% menor do que a amostragem por atributos equivalente. Em lotes grandes com inspeção dimensional detalhada, a redução no tempo de inspeção é significativa.
- Informação sobre o processo: os valores medidos revelam a distribuição do processo — se está centralizado, se está derivando, se a variabilidade está aumentando. Essa informação permite ação corretiva antes que peças comecem a ser reprovadas.
- Maior poder estatístico: com o mesmo tamanho de amostra, a amostragem por variáveis detecta com maior confiabilidade lotes com qualidade marginalmente abaixo do NQA.
- Base para Controle Estatístico de Processo (CEP): os dados medidos podem alimentar cartas de controle (X-barra e R, ou X-barra e S), transformando a inspeção de recebimento em monitoramento ativo do processo do fornecedor.
Limitações
- Pressuposto de normalidade: a amostragem por variáveis pressupõe que a característica medida tem distribuição normal (gaussiana) na população. Se a distribuição real é fortemente assimétrica ou bimodal, as inferências estatísticas podem ser errôneas. Em processos bem controlados de peças metálicas, o pressuposto de normalidade geralmente é atendido — mas deve ser verificado.
- Apenas uma característica por plano: cada plano de amostragem por variáveis é aplicado a uma característica específica. Para inspecionar simultaneamente diâmetro, comprimento e posição de furo, são necessários três planos independentes — o que aumenta a complexidade.
- Maior custo de instrumentação: medir o valor numérico de cada característica exige instrumentos calibrados (paquímetros, micrômetros, medidores de altura, máquinas de medição tridimensional) — mais caros e que exigem manutenção e calibração periódica.
- Maior custo de treinamento: o inspetor precisa entender os cálculos ou o software de análise estatística para aplicar o método corretamente.
O custo maior de instrumentação e treinamento se justifica quando o volume de inspeção é alto ou quando as tolerâncias geométricas são críticas o suficiente para exigir evidência estatística — não apenas uma classificação binária.

Qual método usar: o guia prático para inspeção de peças metálicas
A decisão em função da característica sendo inspecionada
Use amostragem por atributos quando
- A característica é naturalmente binária: presença ou ausência de rebarba, presença ou ausência de trinca, conformidade ou não de marcação, completude ou não de furação. Não existe escala numérica meaningful — ou a rebarba está lá ou não está.
- A verificação dimensional usa calibres passa/não-passa: quando o equipamento de inspeção não produz um valor numérico, apenas uma classificação binária, a amostragem por atributos é a consequência natural.
- O volume de características a verificar por peça é alto: uma peça com 20 características diferentes a inspecionar é mais prático de verificar por atributos (cada característica com seu calibre ou gabarito) do que por variáveis (que exigiria 20 planos independentes com medição numérica de cada uma).
- O custo de instrumentação de precisão é proibitivo para a escala da operação: para uma pequena metalúrgica que recebe lotes de 100 peças, investir em software de CEP e treinamento estatístico para amostragem por variáveis pode não ser economicamente justificável.
Em casos como o acabamento superficial — avaliado visualmente — ou a verificação de embalagem de peças metálicas, a amostragem por atributos não é apenas mais prática: é o único método que faz sentido.
Use amostragem por variáveis quando
- A característica é contínua e mensurável com instrumento calibrado: diâmetros, comprimentos, ângulos, espessura de filme de tinta, dureza, rugosidade superficial.
- O NQA exigido é muito baixo (alta qualidade): para NQAs de 0,10% ou 0,25%, a amostragem por atributos exige amostras extremamente grandes. A amostragem por variáveis resolve o mesmo problema com amostras muito menores.
- Há interesse em monitorar a tendência do processo: quando não basta saber se o lote está dentro do spec, mas é necessário entender se o processo do fornecedor está derivando ou variando mais — o que é informação de gestão de fornecedor, não apenas de aceitação de lote.
- O fornecedor tem sistema de CEP e compartilha dados de processo: nesse caso, a amostragem por variáveis no recebimento complementa os dados de processo do fornecedor, criando uma visão integrada da qualidade do produto ao longo da cadeia.
Planos mistos: a solução prática para inspeção completa de peças metálicas
Na prática, uma inspeção completa de peças metálicas raramente usa exclusivamente um método. O mais eficiente é um plano misto:
Características críticas (funcionais, de segurança ou de encaixe)
Verificadas por amostragem por variáveis com NQA baixo (0,10 a 0,65) e registro dos valores medidos. São as dimensões que determinam o encaixe na montagem, a resistência estrutural ou a conformidade com requisito de segurança. Essas características têm correlação direta com o projeto de peças para montagem.
Características maiores (importante mas não crítica)
Verificadas por amostragem por atributos com NQA médio (1,0 a 2,5) usando calibres passa/não-passa. São características que impactam a função mas com margem maior de tolerância.
Características menores (estéticas ou de acabamento)
Verificadas por amostragem por atributos com NQA maior (4,0 a 6,5) ou por inspeção visual de 100% de passagem rápida. São acabamentos, marcações, pequenas imperfeições cosméticas.
Essa estratificação concentra o esforço de inspeção onde o risco é maior — e usa métodos mais rápidos onde o risco é menor.
NQA: como escolher o nível de qualidade aceitável correto
NQA não é um número técnico — é uma decisão de risco
O NQA é frequentemente tratado como um parâmetro técnico a ser copiado de uma norma. Na prática, é uma decisão de negócio que reflete o quanto de não conformidade é tolerável para cada característica, dado o custo das consequências.
Consequências graves exigem NQA baixo
Peças de segurança (suportes de carga, componentes de sistemas de proteção), peças que vão a processos posteriores de alto custo (usinagem de precisão, tratamento térmico, submontagem complexa) e peças para clientes com exigências contratuais de qualidade exigem NQAs baixos: 0,10, 0,25 ou 0,40.
Consequências moderadas permitem NQA médio
Peças para uso geral sem requisito de segurança crítico, com montagem manual e possibilidade de ajuste: NQAs de 1,0 a 2,5 são adequados para a maioria das aplicações industriais de peças metálicas.
Consequências baixas permitem NQA alto
Características estéticas, marcações, embalagem: NQAs de 4,0 a 6,5 são aceitáveis quando a consequência de uma não conformidade é apenas retrabalho cosmético de baixo custo.
Definir o NQA correto é, na prática, uma conversa entre engenharia, qualidade e gestão — porque ele determina diretamente o custo da inspeção e o risco aceito pela operação. Uma linha de montagem parada por peça não conforme tem custo muito superior ao de uma inspeção mais rigorosa.
Conclusão: a escolha do método de amostragem é uma decisão técnica — não uma preferência
A amostragem na inspeção de qualidade de peças metálicas não é um procedimento único. É um sistema que precisa ser calibrado para cada característica, cada nível de risco e cada realidade operacional.
Usar amostragem por atributos para características dimensionais críticas com NQA exigido de 0,25% pode exigir amostras de 500 peças — o que elimina qualquer vantagem econômica da amostragem.
Usar amostragem por variáveis para inspeção visual de rebarba é conceitualmente incorreto — a característica não tem escala numérica significativa.
O plano de inspeção correto começa com a classificação das características por criticidade, a escolha do método apropriado para cada classe e a definição dos NQAs que refletem o risco real da operação.
Esse plano — documentado, seguido e revisado periodicamente — é o que transforma a inspeção de recebimento de um ritual burocrático em um sistema que realmente protege a linha de montagem.



