
Introdução
O alumínio é leve, resistente à corrosão, conduz bem o calor e tem excelente relação resistência/peso.
São qualidades que fazem dele um dos materiais mais usados em chapas metálicas industriais — de painéis de equipamentos a estruturas de controle de acesso, de revestimentos arquitetônicos a componentes do setor alimentício.
Mas quando o assunto é a dobra de chapa em alumínio, ele revela uma personalidade traiçoeira que pega muitos projetistas e compradores desprevenidos.

Ao contrário do aço carbono — que suporta dobras agressivas com raios pequenos sem grandes consequências visíveis —, o alumínio tem ductilidade limitada e uma sensibilidade à trinca que depende de pelo menos quatro variáveis simultâneas:
a liga utilizada, o estado de têmpera, o raio de dobra em relação à espessura e a direção da dobra em relação à direção de laminação da chapa.
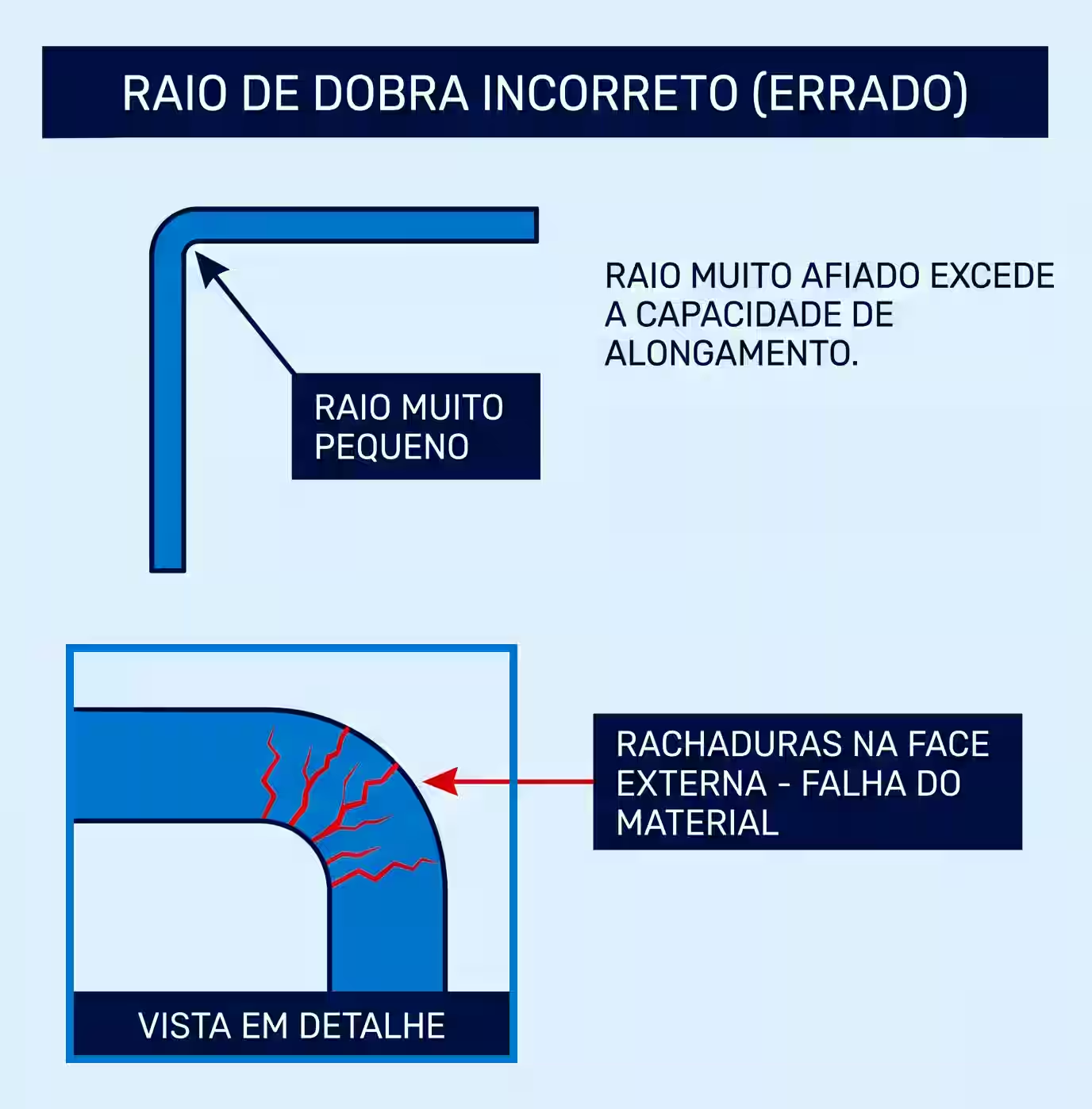
Quando essas variáveis não estão corretamente especificadas no projeto, o resultado é previsível: trincas na face externa da dobra, às vezes visíveis a olho nu, às vezes microscópicas mas que se propagam em serviço, gerando falha no campo.
O custo de um lote de peças refugadas por trinca — material, processo de corte, setup de dobradeira — é sempre muito mais alto do que o custo de especificar corretamente desde o início.
Por que o alumínio trinca na dobra
A diferença fundamental entre alumínio e aço carbono na dobra
Para entender por que o alumínio trinca, é preciso entender o mecanismo da dobra.
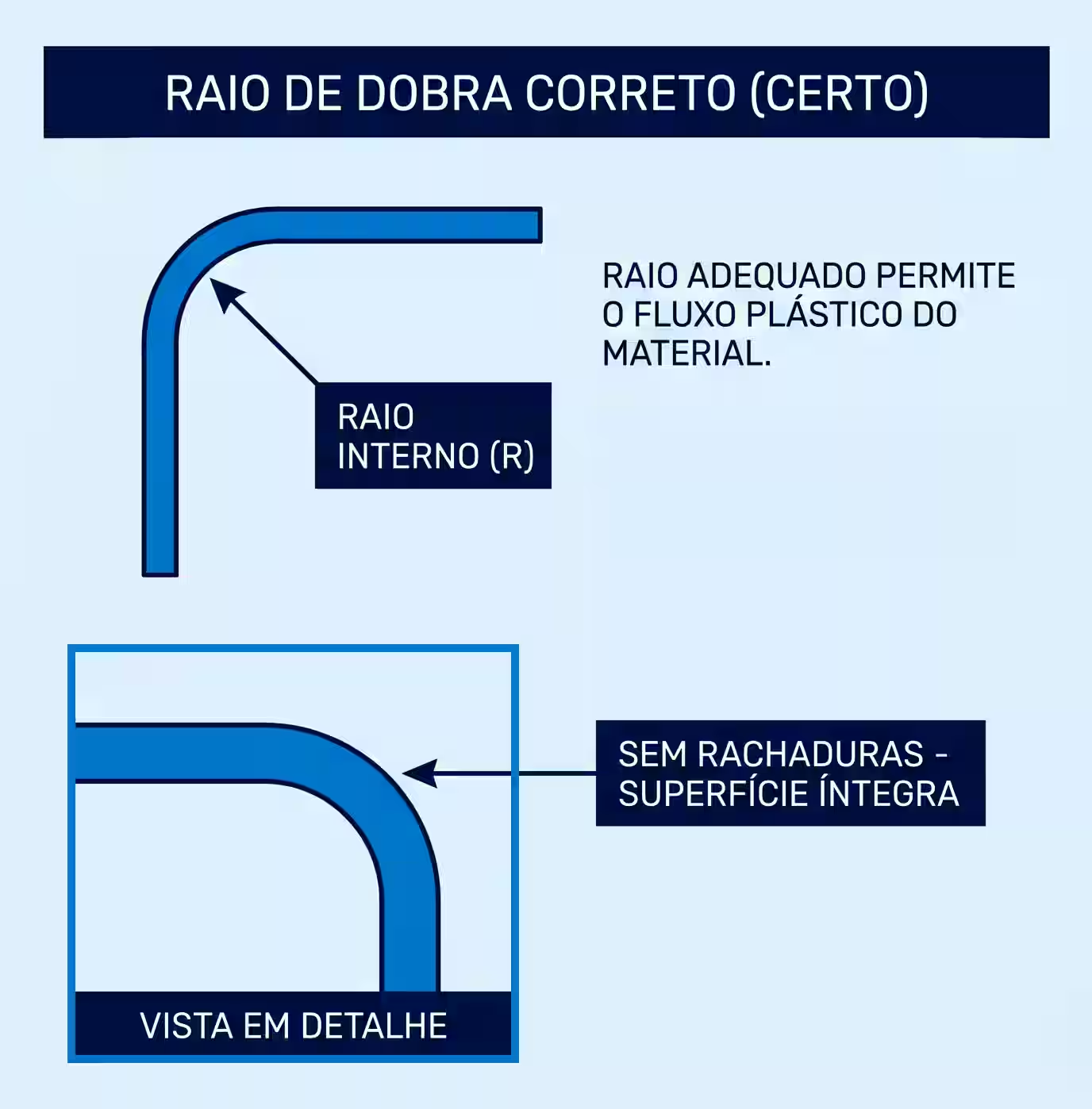
Quando uma chapa é dobrada, a face interna (côncava) está sob compressão e a face externa (convexa) está sob tração. A face externa é puxada para além do comprimento original — e o material precisa ter ductilidade suficiente para se deformar plasticamente sem romper.
O aço carbono comum (SAE 1020, ASTM A36) tem alongamento de ruptura tipicamente entre 20% e 28% — o que significa que ele pode ser esticado até 20 a 28% além do comprimento original antes de romper. Esse nível de ductilidade permite dobras com raios relativamente pequenos sem trinca.
O alumínio, dependendo da liga e do estado de têmpera, tem alongamento de ruptura que pode variar de menos de 5% (ligas temperadas duras como 6061-T6) até mais de 25% (ligas macias como 1100-O ou 3003-H14). Essa variação enorme explica por que "alumínio" não é uma especificação suficiente quando o assunto é dobra — a liga e o estado de têmpera são igualmente críticos.
O papel da deformação na face externa
Quando uma chapa de espessura t é dobrada com raio interno r, a deformação na face externa pode ser estimada pela fórmula:
Deformação (%) = t ÷ (2r + t) × 100
Para uma chapa de 2 mm dobrada com raio interno de 1 mm: Deformação = 2 ÷ (2×1 + 2) × 100 = 2 ÷ 4 × 100 = 50%
Agora compare esse valor com o alongamento de ruptura de uma liga 6061-T6, que é tipicamente 8 a 10%. O material não tem deformação disponível suficiente — a trinca é inevitável nessa combinação de raio e espessura.
Essa matemática simples explica a regra de ouro da dobra de alumínio: raio interno muito pequeno em relação à espessura é a causa número um de trinca.
Os quatro fatores que determinam se a dobra de chapa em alumínio vai trincar
Fator 1: a liga de alumínio
Ligas de alta ductilidade — ideais para dobra
As ligas da série 1000 (alumínio puro comercial, como 1050 e 1100) e da série 3000 (liga alumínio-manganês, como 3003) têm ductilidade naturalmente alta. São as ligas mais tolerantes à dobra — suportam raios internos menores e ângulos fechados com menor risco de trinca.
A liga 5052, da série 5000 (alumínio-magnésio), combina boa resistência mecânica com ductilidade razoável. É amplamente usada em chapas dobradas para painéis, revestimentos e estruturas de equipamentos — um equilíbrio entre resistência e conformabilidade.
Ligas de alta resistência — problemáticas para dobra agressiva
As ligas da série 6000 (alumínio-magnésio-silício, como 6061 e 6063) e da série 7000 (alumínio-zinco, como 7075) têm resistência mecânica muito superior, mas ductilidade significativamente menor — especialmente nos estados de têmpera mais duras (T6, T651).
A liga 6061-T6 é um dos materiais mais usados em estruturas metálicas de alumínio — e um dos mais propensos a trincar em dobras mal especificadas. Muitos projetistas a escolhem pela resistência mecânica sem perceber as implicações para o processo de dobra.

Tabela orientativa de conformabilidade por liga
| Liga | Conformabilidade | Observação |
|---|---|---|
| 1050, 1100 | Excelente | Dobras agressivas possíveis |
| 3003 | Muito boa | Uso geral em chapas dobradas |
| 5052 | Boa | Padrão industrial para painéis |
| 5083 | Moderada | Atenção ao raio mínimo |
| 6061-T6 | Ruim | Raio mínimo elevado obrigatório |
| 6063-T5 | Ruim | Similar ao 6061-T6 |
| 7075-T6 | Muito ruim | Evitar dobras complexas |
Fator 2: o estado de têmpera
O que é o estado de têmpera
O estado de têmpera (designado pela letra H para ligas trabalhadas a frio ou T para ligas tratadas termicamente) define o grau de encruamento ou o tratamento térmico ao qual a chapa foi submetida — e tem impacto direto na ductilidade.
Estado recozido (O) — máxima ductilidade
O estado O (fully annealed) é o estado de máxima ductilidade. A chapa foi recozida para eliminar o encruamento e os efeitos do trabalho a frio. Uma liga 5052-O tem ductilidade significativamente maior do que uma 5052-H32, suportando raios de dobra menores.
A desvantagem é a resistência mecânica reduzida. Para aplicações que precisam de resistência após a dobra, o estado O pode não ser adequado.
Estados de encruamento (H) — ductilidade reduzida progressivamente
O estado H indica encruamento por trabalho a frio. H12, H14, H16 e H18 representam crescentes níveis de encruamento — com aumento de resistência e redução progressiva de ductilidade. Um H14 tem ductilidade intermediária; um H18 é muito mais difícil de dobrar sem trincar.
Estados de tratamento térmico (T) — os mais problemáticos para dobra
Os estados T (especialmente T4, T6, T651) são obtidos por tratamento térmico de solubilização e envelhecimento. O estado T6 — o mais comum em ligas 6061 e 7075 — fornece a máxima resistência mecânica da liga, mas à custa de ductilidade muito reduzida.
Dobrar uma liga 6061-T6 com raio pequeno é uma receita segura para trinca. Se o projeto precisa da resistência do T6 após a dobra, uma alternativa é dobrar no estado T4 (que tem ductilidade maior) e então envelhecer para T6 após a dobra — um processo que exige forno de tratamento térmico e que a maioria das metalúrgicas não oferece como serviço padrão.
Fator 3: o raio interno de dobra
Raio mínimo de dobra: a especificação mais crítica
O raio interno de dobra é a variável que o projetista controla diretamente no desenho técnico — e é onde a maioria dos erros acontece. O raio mínimo de dobra para cada combinação de liga, estado de têmpera e espessura é um valor que precisa ser consultado em tabelas de conformabilidade ou calculado com base no coeficiente de dobra do material.
A relação mais usada na prática é o raio mínimo em múltiplos de espessura (r/t):
| Liga e têmpera | r/t mínimo recomendado |
|---|---|
| 1100-O | 0 (dobra plana possível) |
| 3003-H14 | 1× espessura |
| 5052-H32 | 1,5× espessura |
| 5052-O | 0,5× espessura |
| 6061-T4 | 2× espessura |
| 6061-T6 | 4 a 6× espessura |
| 7075-T6 | 6 a 9× espessura |
Esses valores são orientativos e variam conforme a direção de dobra, a qualidade da borda de corte e o acabamento do ferramental. Sempre valide com a metalúrgica antes de finalizar o projeto.
O que acontece com raio abaixo do mínimo
Com raio abaixo do mínimo recomendado, a deformação na face externa ultrapassa o alongamento de ruptura do material. A trinca pode ser:
- Trinca superficial (crazing): microfissuras na superfície externa que não atravessam a espessura. Podem ser invisíveis a olho nu, mas se propagam em serviço sob carga ou vibração.
- Trinca aberta: fissura visível que atravessa parte ou toda a espessura da chapa na face externa da dobra. A peça está comprometida estruturalmente e deve ser refugada.
- Ruptura: em casos extremos (raio muito pequeno em liga muito rígida), a chapa simplesmente rompe na linha de dobra durante o processo.
Portanto, respeitar o raio mínimo recomendado para a liga e o estado de têmpera não é apenas um detalhe de projeto, mas a principal defesa contra falhas estruturais e desperdícios durante a dobra.
Fator 4: a direção de laminação e a orientação da dobra
O que é direção de laminação
Chapas de alumínio são produzidas por laminação — o material é passado entre rolos que o esticam progressivamente até a espessura final. Esse processo alinha os grãos do material na direção de laminação (comprimento da chapa), criando uma anisotropia microestrutural: o material tem propriedades ligeiramente diferentes na direção longitudinal e na direção transversal.
Por que a orientação da dobra importa
O alumínio trinca com muito mais facilidade quando a linha de dobra é paralela à direção de laminação. Isso acontece porque, nessa orientação, a dobra força os grãos a se separarem ao longo das fronteiras já alinhadas pela laminação — o caminho de menor resistência para a propagação de trinca.
Quando a linha de dobra é perpendicular à direção de laminação, os grãos são deformados transversalmente — o material oferece mais resistência à trinca.
A recomendação padrão da indústria é: sempre que possível, oriente a linha de dobra perpendicular à direção de laminação da chapa. Quando o projeto de nesting força múltiplas dobras em orientações diferentes na mesma peça, a dobra mais crítica (maior raio de curvatura relativo, maior risco de trinca) deve ser a perpendicular à laminação.
Como identificar a direção de laminação
Em chapas comerciais, a direção de laminação é geralmente paralela ao comprimento da chapa (dimensão maior). Chapas com acabamento superficial direcional (brushed finish) têm o sentido do acabamento paralelo à direção de laminação — facilitando a identificação visual.
Para chapas sem acabamento direcional visível, a metalúrgica deve ser consultada ou o certificado do material deve indicar a direção de laminação.
Como especificar a dobra de chapa em alumínio corretamente no desenho técnico
As informações mínimas que o desenho precisa ter
Um desenho técnico de peça em alumínio dobrada precisa especificar, além das dimensões e tolerâncias, as seguintes informações relacionadas à dobra:
Liga e estado de têmpera
Não especifique apenas "alumínio". Especifique a liga completa e o estado de têmpera: "Alumínio 5052-H32" ou "Alumínio 6061-T6". Essa informação define o raio mínimo de dobra, o comportamento do material no processo e a resistência mecânica final da peça.
Raio interno de dobra
Especifique o raio interno em cada dobra — não apenas o ângulo. O desenho que especifica "dobrar 90°" sem indicar o raio interno está deixando para a metalúrgica uma decisão que pertence ao projeto. A metalúrgica vai usar o raio que o ferramental disponível permite — que pode ser diferente do que a função da peça exige.
Quando o projeto permite raio maior do que o mínimo, especifique o mínimo aceitável: "raio interno mínimo 3 mm". Isso dá liberdade para a metalúrgica usar o ferramental disponível sem comprometer a função.
Tolerância de ângulo
A tolerância de ângulo de dobra padrão em metalúrgicas é geralmente ±1° a ±2°. Se a peça exige tolerância mais apertada, especifique explicitamente: "ângulo de dobra 90° ± 0,5°". Tolerâncias mais apertadas exigem verificação dimensional de 100% ou por amostragem — o que impacta custo e prazo.
Critério de aceitação de superfície na dobra
Para peças onde a face externa da dobra ficará visível no produto final (painéis, revestimentos decorativos), especifique o critério de aceitação de superfície: "ausência de trincas visíveis a olho nu" ou "ausência de crazing (microfissuras) visível sob iluminação rasante." Esses critérios direcionam a inspeção do fornecedor.
O que especificar quando a liga de alta resistência é obrigatória
Quando 6061-T6 não pode ser substituída
Há situações em que a resistência mecânica da liga 6061-T6 — ou similar — é um requisito de projeto que não pode ser contornado. Nesses casos, as opções para viabilizar a dobra sem trinca são:
- Aumentar o raio interno: usar o raio mínimo recomendado para a liga, mesmo que isso altere a geometria da peça. Um raio de 8 mm em uma peça de 6061-T6 com chapa de 2 mm (relação r/t = 4) é muito menos problemático do que um raio de 2 mm.
- Mudar para o estado T4 e envelhecer após a dobra: o estado T4 tem ductilidade significativamente maior que o T6. Dobrar em T4 e depois envelhecer para T6 em forno é possível mas exige processo adicional nem sempre disponível.
- Dividir a peça: em vez de dobrar um perfil complexo em uma única peça de 6061-T6, projetar duas peças mais simples unidas por parafusos ou rebites — cada uma com dobras dentro dos limites do material.
- Aceitar usinagem: para geometrias que não podem ser obtidas por dobra em 6061-T6, a usinagem a partir de bloco ou perfil extrudado pode ser a alternativa correta — com custo mais alto mas com total controle dimensional.
Se o projeto especifica 6061-T6 pela resistência, mas a aplicação final suportaria a resistência da liga 5052-H32 (que é significativamente menor, mas adequada para muitas aplicações de painéis e estruturas leves), a substituição de liga é a solução mais simples e econômica. Discuta essa possibilidade com o engenheiro responsável pelo projeto antes de fechar a especificação.
Erros comuns de especificação que causam refugo em série
Copiar a especificação de uma peça de aço para alumínio sem ajustes
O erro mais frequente é o projetista que migra um design existente de aço carbono para alumínio — para reduzir peso ou melhorar resistência à corrosão — sem revisar os raios de dobra. O raio que funciona em aço carbono de 2 mm (raio de 1 mm) pode ser completamente inadequado para alumínio 5052-H32 de 2 mm (raio mínimo de 3 mm).
Especificar liga de alta resistência por padrão
É comum encontrar especificações de "alumínio 6061-T6" em projetos onde a resistência do T6 nunca foi calculada como requisito — o projetista simplesmente usou a liga mais conhecida. Em muitos casos, uma liga 5052-H32 atenderia o requisito funcional com muito mais facilidade de dobra e menor custo de material.
Ignorar a direção de laminação no nesting
Em projetos onde múltiplas peças são cortadas da mesma chapa, a orientação de cada peça no nesting pode determinar se as dobras ficam paralelas ou perpendiculares à direção de laminação. Um programador de nesting sem orientação do projetista sobre a orientação crítica vai posicionar as peças para máximo aproveitamento de material — o que pode resultar em dobras paralelas à laminação em uma liga sensível.
A solução é simples: indique no desenho técnico a orientação mínima exigida em relação à direção de laminação, ou discuta com a metalúrgica antes da programação do nesting.

Não especificar critério de aceitação de dobra
Sem critério de aceitação explícito, a metalúrgica usa o padrão interno — que pode ser mais tolerante ou mais restritivo do que o necessário para a sua aplicação. Uma peça aprovada pelo inspetor da metalúrgica pode ser rejeitada pelo seu controle de recebimento porque os critérios não foram alinhados previamente.
Muitas vezes, a falta deste pequeno detalhe na ordem de serviço ou no desenho é o que converte um lote inteiro em refugo e retrabalho não planejado.
Conclusão: a dobra de chapa em alumínio exige especificação, não suposição
A dobra de chapa em alumínio não é um processo que tolera especificações vagas. Liga, estado de têmpera, raio interno, orientação de laminação e critério de aceitação de superfície são variáveis que precisam estar explícitas no projeto — não ser resolvidas empiricamente no chão de fábrica.
Quando essas variáveis são especificadas corretamente, a dobra de alumínio é um processo confiável, repetível e econômico.
Quando não são, o resultado é uma combinação frustrante de refugo, retrabalho, discussões sobre responsabilidade e custo que supera qualquer economia inicial.
O projetista que entende os limites do alumínio projeta dentro desses limites.
O comprador que entende esses limites especifica corretamente e escolhe fornecedores que sabem verificar.
E a metalúrgica que entende esses limites alerta o cliente antes de produzir — não depois de refugar o lote.



