
Situações e escolhas
O pedido chegou: "preciso de 50 chapas de aço carbono 3 mm para fabricar painéis de parede de gabinetes."
Simples.
Mas ao acessar o catálogo do distribuidor, aparecem duas opções com o mesmo material (A36, ou MR AR 415), mesma espessura, preços diferentes: chapa laminada a quente e chapa laminada a frio.
Qual escolher? A maioria das pessoas responde com base no preço ou no hábito. Muito poucas respondem com base nas propriedades do processo — que determinam diretamente a qualidade da superfície pintada, a precisão dimensional das peças cortadas, a facilidade de soldagem e o comportamento no dobramento.

A distinção entre chapa laminada a quente e laminada a frio não é apenas um detalhe de catálogo — é uma diferença de processo de fabricação que cria materiais com características superficiais, tolerâncias dimensionais e propriedades mecânicas distintas.
Escolher errado significa: pintura que não adere, peças que não encaixam, dobras com acabamento irregular, ou simplesmente pagar mais caro por propriedades que aquela aplicação nunca vai usar.
O processo de laminação: a origem de toda a diferença
O que é laminação e como ela funciona
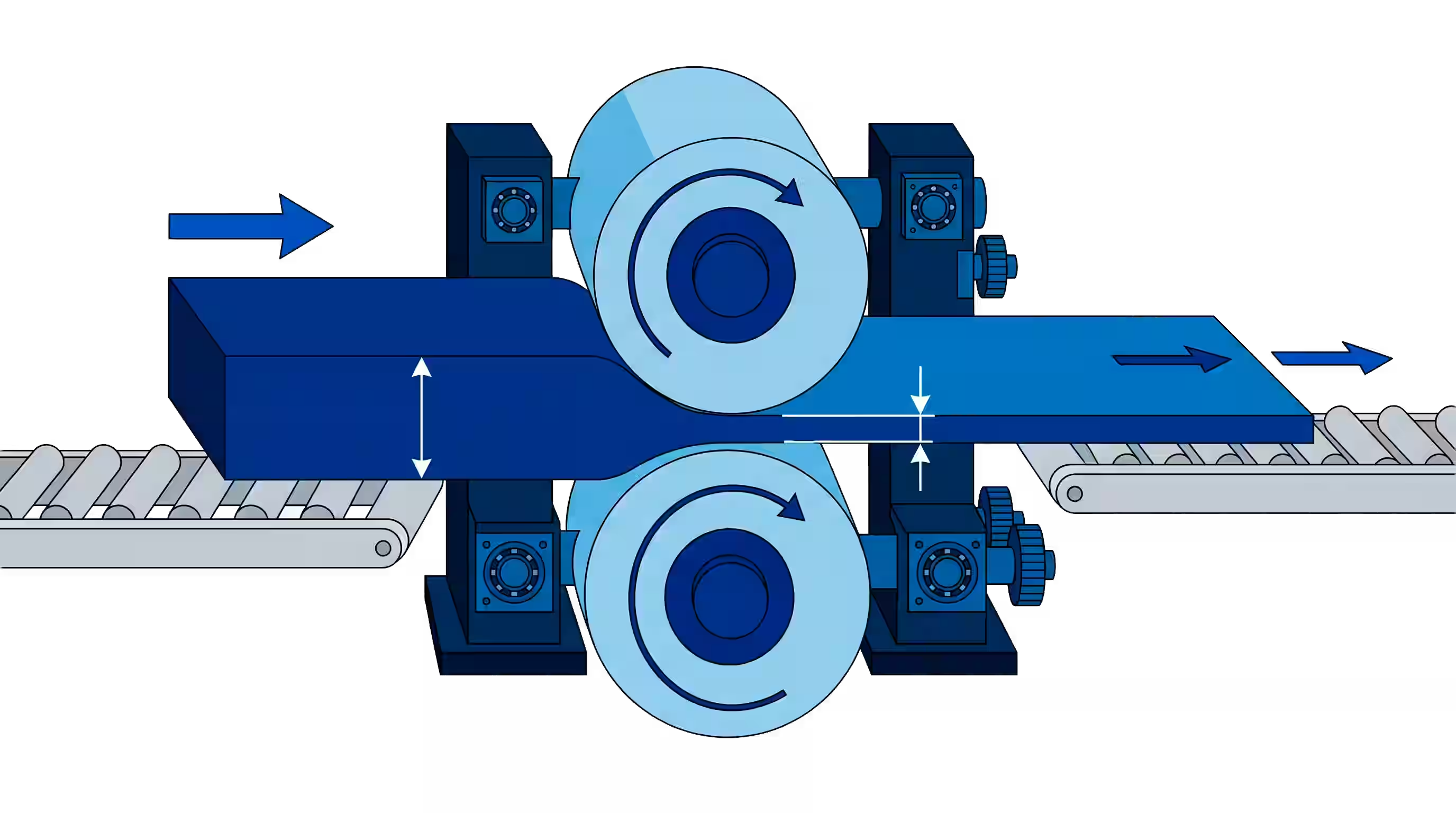
Laminação é o processo de conformação mecânica onde uma placa de aço passa repetidamente entre rolos de alta pressão que reduzem progressivamente sua espessura. O processo transforma tarugos ou placas de aço fundido — com espessuras de centenas de milímetros — em chapas, bobinas ou perfis com as espessuras finais usadas na indústria.
A distinção entre laminado a quente e laminado a frio está na temperatura em que esse processo acontece — e essa temperatura muda tudo nas propriedades do produto final.
Laminação a quente: o processo mais simples e mais econômico
Como funciona
Na laminação a quente, o aço é processado acima da temperatura de recristalização — tipicamente entre 900°C e 1250°C para aços carbono. Nessa temperatura, o aço está no estado austenítico e tem resistência muito menor do que em temperatura ambiente — o que significa que os rolos precisam de muito menos força para deformar o material.
O processo começa com uma placa de aço (slab) saindo diretamente do forno de reaquecimento ou da linha de lingotamento contínuo, ainda em alta temperatura. Essa placa passa por uma sequência de laminadores de desbaste (que reduzem a espessura de forma progressiva) e laminadores de acabamento (que atingem a espessura final), sendo então enrolada em bobinas ou cortada em chapas.
O que acontece com a superfície durante a laminação a quente
A alta temperatura durante a laminação causa uma reação do aço com o oxigênio do ar: forma-se uma camada de óxidos de ferro na superfície — a chamada carepa (ou carepas, mill scale). A carepa é uma camada dura, aderente e de coloração azul-acinzentada que cobre completamente a superfície da chapa laminada a quente.
Essa carepa tem implicações práticas importantes: ela não é aço — é óxido de ferro, com propriedades completamente diferentes. É mais dura do que o aço que está abaixo dela, é frágil, e tem coeficiente de expansão térmica diferente do aço base. E, crucialmente, ela compromete a aderência de qualquer tinta aplicada diretamente sobre ela.
Resfriamento e variação dimensional
Após a laminação, a chapa quente resfria ao ar de forma não controlada. Esse resfriamento progressivo cria contrações não uniformes — e, consequentemente, variações de espessura e ligeiro empenamento. As tolerâncias dimensionais de chapas laminadas a quente são mais amplas exatamente por isso.
Laminação a frio: precisão e superfície a um custo maior
Como funciona
A laminação a frio começa onde a laminação a quente termina. Uma bobina ou chapa laminada a quente é primeiro decapada — mergulhada em solução ácida (ácido clorídrico ou sulfúrico diluído) para dissolver completamente a carepa — e então laminada novamente, agora em temperatura ambiente.
Em temperatura ambiente, o aço está no estado ferrítico-perlítico (para aços de baixo carbono) e tem resistência muito maior do que em temperatura quente. Os rolos precisam de força muito maior para deformar o material — o que exige equipamentos mais robustos e mais energia.
Mas o resultado é um produto com características superficiais e dimensionais muito superiores.
Encruamento por trabalho a frio
Quando o aço é deformado em temperatura ambiente, os grãos da microestrutura são deformados plasticamente e a densidade de discordâncias aumenta. Esse fenômeno — o encruamento por trabalho a frio — aumenta a resistência mecânica do material, mas reduz sua ductilidade.
Uma chapa laminada a frio pode ser subsequentemente recozida — aquecida a temperatura controlada para eliminar o encruamento e restaurar a ductilidade — ou fornecida no estado encruado, dependendo da especificação.
O produto final: superfície limpa, dimensões precisas
O resultado da laminação a frio é uma chapa com:
- Superfície lisa e limpa, sem carepa — com Ra tipicamente entre 0,5 μm e 2,0 μm
- Espessura muito mais uniforme e precisa ao longo de toda a chapa
- Tolerâncias dimensionais mais estreitas do que a equivalente laminada a quente
Esses três fatores combinados transformam a chapa laminada a frio em uma matéria-prima de outro patamar técnico — destinada a aplicações onde superfície e precisão são parte da especificação do produto final.

Chapa laminada a quente vs. laminada a frio: comparação direta em cada dimensão
Superfície: a diferença mais visível e mais impactante
Chapa laminada a quente: carepa, textura áspera e irregularidade
A superfície da chapa laminada a quente apresenta:
- Carepa de laminação: camada de óxido de ferro azul-acinzentado, aderente mas frágil
- Textura áspera e irregular: rugosidade superficial Ra típica de 3 a 10 μm — comparativamente muito maior do que a laminada a frio
- Marcas de processo: impressões dos rolos, marcas de descamação da carepa, irregularidades locais
Para aplicações com requisito de qualidade de superfície — pintura de alta qualidade, inspecionamento visual, componentes visíveis no produto final —, a chapa laminada a quente exige preparação de superfície antes de qualquer processo de acabamento.
A carepa e a pintura: por que ela precisa ser removida
A carepa de laminação tem dois problemas críticos para a pintura:
Aderência comprometida: a interface entre a carepa e o aço base é fraca — sob impacto, variação de temperatura ou exposição a umidade, a carepa descasca em lascas e arrasta a tinta junto. Uma peça pintada diretamente sobre a carepa vai descascar prematuramente, independentemente da qualidade do pó ou do pré-tratamento.
Porosidade local: a carepa não é uma camada completamente uniforme — tem defeitos, poros e regiões onde já começou a separar do aço base. Esses defeitos criam pontos de início de corrosão que se desenvolvem por baixo da tinta.
A solução para pintar chapa laminada a quente com qualidade: remover a carepa antes da pintura. Os métodos disponíveis são jateamento (abrasivo ou granalhamento) ou decapagem ácida, ambos com custo adicional de processo.
Chapa HRPO: o melhor dos dois mundos para pintura
O tipo de produto chamado HRPO (Hot Rolled Pickled and Oiled — Laminado a Quente, Decapado e Oleado) resolve o problema da carepa para chapas que precisam ser pintadas: a chapa laminada a quente passa por decapagem ácida na linha de produção, que remove completamente a carepa, e recebe uma camada fina de óleo anticorrosivo para proteção durante o transporte e estoque.
O HRPO tem superfície limpa como a laminada a frio, tolerâncias um pouco mais amplas e custo intermediário — tipicamente 10% a 20% mais caro do que a laminada a quente comum, mas significativamente mais barato do que a laminada a frio.
Chapa laminada a frio: superfície limpa e uniforme
A chapa laminada a frio tem superfície com Ra de 0,5 μm a 2,0 μm — lisa ao toque, brilhante, uniforme. O pré-tratamento de pintura (fosfatização) funciona muito mais eficientemente em superfície limpa — e o resultado final de aderência e durabilidade da pintura é significativamente melhor.
Tolerâncias dimensionais: precisão que importa no corte e na dobra
Tolerâncias de espessura
As tolerâncias de espessura são onde a diferença é mais significativa:
| Espessura nominal | Laminada a quente (HR) | Laminada a frio (CR) |
|---|---|---|
| 1,0 mm | ± 0,13 mm | ± 0,06 mm |
| 2,0 mm | ± 0,18 mm | ± 0,08 mm |
| 3,0 mm | ± 0,22 mm | ± 0,10 mm |
| 4,0 mm | ± 0,28 mm | ± 0,12 mm |
Esses valores são aproximados e variam com a norma específica (EN 10051, ASTM A568, ABNT NBR 6613).
Em todos os casos, a laminada a frio tem tolerância aproximadamente 50% mais estreita do que a laminada a quente na mesma espessura.
Por que a tolerância de espessura importa na prática
Em corte a laser e dobra CNC, os parâmetros de processo (potência, velocidade, força de dobra) são calibrados para a espessura nominal. Uma chapa de "3 mm" que está na variação máxima da norma HR — com 3,22 mm — vai produzir resultados diferentes: maior potência de laser necessária (ou qualidade de corte comprometida), maior springback na dobra (ângulo fora de especificação).
Para peças com tolerâncias dimensionais apertadas — componentes de precisão, peças que encaixam em outras peças com folga controlada —, a menor variação de espessura da chapa laminada a frio contribui diretamente para a consistência do resultado.
Tolerâncias de planicidade e esquadro
Chapas laminadas a quente têm maior variação de planicidade — maior tendência ao empenamento por causa do resfriamento não uniforme após a laminação. Chapas laminadas a frio são mais planas — o processo de laminação a frio introduz tensões mais homogêneas que resultam em melhor planicidade final.
Propriedades mecânicas: quem é mais resistente?
A comparação não é tão simples quanto parece
A comparação de propriedades mecânicas entre laminada a quente e laminada a frio da mesma especificação (por exemplo, A36 em ambos os casos) não é tão direta quanto parece. Isso porque:
A norma A36 especifica propriedades mínimas, não valores fixos. Tanto a versão HR quanto a CR precisam atingir os mesmos mínimos (escoamento ≥ 250 MPa, tração 400-550 MPa) — mas os valores reais medidos podem variar.
O encruamento da laminação a frio aumenta as propriedades. A chapa laminada a frio no estado encruado (sem recozimento posterior) tem limite de escoamento e resistência à tração tipicamente 10% a 20% maiores do que a equivalente laminada a quente. Mas tem menor ductilidade — que pode ou não ser relevante dependendo da aplicação.
A chapa laminada a frio recozida recupera a ductilidade. Se a chapa laminada a frio for recozida após a laminação (processo comum para obter máxima ductilidade), as propriedades ficam próximas das da laminada a quente para a mesma especificação.
Na prática para a maioria das aplicações industriais de aço carbono de uso geral (A36, MR AR 415): a diferença de propriedades mecânicas entre HR e CR não é o critério de decisão. Superfície, tolerância e custo são.
Comportamento no corte a laser

Laminada a quente: a carepa como desafio
A carepa de laminação absorve o feixe laser de forma diferente do aço base — a camada de óxido tem emissividade diferente e absorção de energia diferente. Isso cria:
- Variação na qualidade da borda de corte — especialmente no início do corte, onde a carepa ainda está presente
- Possibilidade de respingos de carepa que aderem na face superior da chapa adjacente
- Necessidade de parâmetros de corte ajustados em relação à CR da mesma espessura
Para laminada a quente com carepa, os parâmetros de laser — especialmente para chapas acima de 4 mm — precisam ser calibrados específicamente. Máquinas modernas de fibra ótica lidam bem com isso, mas a qualidade de borda pode ser ligeiramente inferior à obtida com CR ou HRPO.
HRPO e laminada a frio: o melhor resultado no laser
Com a carepa removida, a chapa HRPO e a laminada a frio se comportam de forma mais previsível e consistente no corte a laser. A borda de corte é mais limpa, com menor rugosidade lateral e menor índice de rebarba. Para chapas até 6 mm, a diferença de qualidade de borda entre CR e HRPO é mínima.
Comportamento na dobra
Laminada a quente: maior variação de springback
A maior variação de espessura e de propriedades ao longo de uma chapa laminada a quente cria variação de springback entre peças do mesmo lote — o ângulo real após a dobra pode variar mais do que na CR. Para peças com tolerância de ângulo apertada (±0,5°), isso pode exigir ajuste frequente dos parâmetros da dobradeira.
Laminada a frio: maior consistência no ângulo de dobra
A menor variação de espessura e a microestrutura mais homogênea da chapa laminada a frio resultam em springback mais consistente entre peças — e, consequentemente, ângulos de dobra mais reprodutíveis.
Para produção seriada com tolerâncias apertadas, essa consistência tem valor prático direto.
Soldabilidade
Ambos os tipos têm soldabilidade equivalente para os processos MIG, TIG e eletrodo revestido — a temperatura de laminação não afeta a soldabilidade do aço carbono de baixo teor de carbono (A36, SAE 1020).
A diferença relevante para soldagem é a superfície: soldar sobre carepa de laminação a quente não removida cria porosidade e inclusões no cordão de solda — porque os óxidos contaminam a poça de fusão. A carepa deve ser removida na região de soldagem antes da operação.
Em chapas HRPO e CR, a superfície está limpa e a soldagem pode ser feita diretamente sem pré-limpeza adicional além do padrão de remoção de óleo.

Disponibilidade e custo: o fator que define a escolha em muitos casos
Disponibilidade por espessura
- Laminada a quente: disponível em ampla faixa de espessuras — de 1,5 mm a mais de 100 mm em distribuidores industriais. Acima de 6 mm, a laminada a frio praticamente não existe no mercado — todas as chapas espessas são laminadas a quente.
- Laminada a frio: disponível tipicamente de 0,4 mm a 3,0 mm em distribuidores de aço. Acima de 3,0 mm, a disponibilidade cai drasticamente e o produto é especial.
Essa disponibilidade por espessura resolve muitas decisões automaticamente: para chapas acima de 4 mm, a opção é laminada a quente. Para chapas abaixo de 1,5 mm com requisito de qualidade superficial, a opção natural é laminada a frio.
Diferença de custo
A chapa laminada a frio é tipicamente 15% a 25% mais cara do que a laminada a quente na mesma espessura e especificação. Essa diferença reflete o custo adicional do processo de decapagem e da segunda laminação.
O HRPO tem preço intermediário — tipicamente 8% a 15% acima da laminada a quente, com superfície limpa e adequada para pintura direta após fosfatização.
Como decidir: o guia prático de especificação
Use chapa laminada a quente quando
A espessura está acima de 4 mm
Não há opção prática: acima de 4 mm a laminada a frio não está disponível no mercado.
A peça não precisa de qualidade superficial e será jateada ou granalhada antes da pintura
Estruturas, bases, suportes de carga que passarão por jateamento ou granalhamento antes da pintura: o custo de preparação de superfície já está no processo, então o menor custo da chapa HR é vantagem sem contrapartida negativa.
A peça é estrutural e não ficará visível no produto final
Reforços internos, chassis, suportes ocultos — onde nenhum requisito de superfície ou tolerância dimensional apertada existe.
Use chapa HRPO quando
A peça vai ser pintada diretamente após fosfatização, em espessura entre 1,5 mm e 5 mm
O HRPO é o equilíbrio ideal: superfície limpa para pintura de qualidade, custo menor que a CR, disponibilidade até espessuras médias.
É a especificação mais comum para painéis, gabinetes e equipamentos industriais pintados por pintura eletrostática.
A qualidade da superfície importa mas o custo da CR é desnecessário
Para a maioria das aplicações de gabinetes de painéis elétricos, equipamentos industriais e estruturas com pintura — o HRPO atende com custo mais competitivo do que a CR.
Use chapa laminada a frio quando
A tolerância dimensional é crítica para o encaixe das peças
Peças que precisam se encaixar em montagem com folgas controladas, ou onde a variação de espessura afeta diretamente a função — peças de precisão, componentes com tolerância dimensional apertada, gabinetes com encaixes ajustados.
O acabamento superficial é a especificação primária
Revestimentos decorativos visíveis, painéis premium, peças com acabamento polido ou com impressão direta sobre o metal — onde a superfície do material é parte do produto, não apenas o substrato para tinta.
A espessura é menor que 1,5 mm com requisito de precisão
Chapas muito finas com espessura controlada: embalagens metálicas, componentes de equipamentos de medição, placas de identificação gravadas.
Conclusão: a escolha entre laminada a quente e laminada a frio é uma decisão de projeto, não de preferência
A distinção entre chapa laminada a quente e laminada a frio não é arbitrária nem apenas técnica — é uma decisão de custo versus propriedades que precisa ser feita com base nos requisitos reais da peça.
A especificação errada cria problemas no processo (pintura que não adere, dobras inconsistentes, cordões de solda com porosidade) ou custo desnecessário (pagar 25% a mais por uma superfície que vai ser jateada de qualquer forma).
A regra prática mais simples: para chapas acima de 4 mm, use laminada a quente. Para chapas que vão ser pintadas diretamente, use HRPO. Para chapas abaixo de 3 mm com requisito de superfície ou precisão dimensional, use laminada a frio.
Na Bruson Metalúrgica, especificamos o tipo de chapa correto para cada família de peça — e quando o cliente não especifica, consultamos antes de comprar material, porque trocar laminada a quente por frio depois que a chapa foi cortada não é uma correção simples.


