
Introdução
A chapa saiu do laser perfeitamente programada. O nesting estava otimizado, os parâmetros estavam calibrados, o operador liberou o lote. Na hora de retirar as peças da mesa, porém, o problema aparece:
pequenas peças tombaram dentro do contorno de corte durante o processo, foram atingidas pelo feixe em posição errada e chegaram ao cliente amassadas, com marcas de queimadura ou simplesmente irreconhecíveis.
Ou o cenário oposto: as peças ficaram presas à chapa remanescente por falta de retenção, travaram o sistema automático de troca de chapa da máquina e forçaram uma parada não planejada da produção.
Ambos os problemas têm a mesma solução — quando aplicada corretamente: as microligações no corte a laser, também chamadas de micro-juntas, tags, bridges ou tabs, dependendo do fabricante do software e da tradição da empresa.
São pequenas pontes de material não cortado que mantêm a peça presa à chapa durante todo o processo de corte e que são quebradas manualmente na etapa de extração — com uma pressão simples ou com um martelo de borracha.
Parece simples. E em muitos casos é. Mas a microligação mal dimensionada cria problemas que vão desde rebarbas excessivas na peça até quebra das pontes no meio do processo, com os mesmos riscos de qualidade que tentava evitar.
O que são microligações no corte a laser
Definição e funcionamento
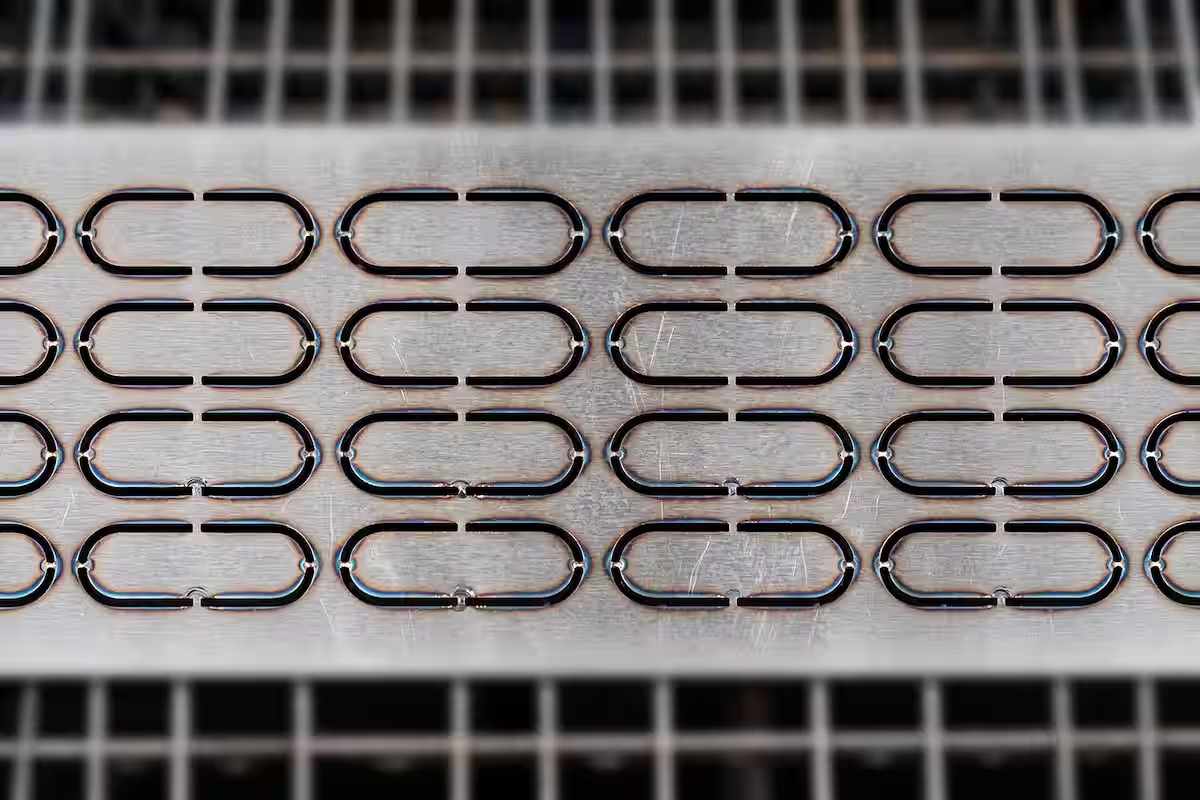
Uma microligação no corte a laser é uma interrupção intencional e controlada no contorno de corte de uma peça — um trecho onde o laser não corta, deixando uma fina ponte de material conectando a peça ao esqueleto da chapa (o material remanescente ao redor das peças).
Na programação CNC do laser, a microligação é criada simplesmente interrompendo o movimento do feixe por uma distância muito pequena — geralmente entre 0,2 mm e 2,0 mm dependendo da espessura da chapa e do material — e retomando o corte logo em seguida.
O resultado é um contorno quase completamente cortado, com uma ou mais pontes de material intacto que prendem a peça na posição.

A anatomia de uma microligação
Uma microligação é definida por três parâmetros:
Largura (gap)
A dimensão da ponte de material não cortado, medida ao longo do contorno. É o parâmetro mais crítico: muito estreita e a ponte quebra durante o corte por vibração ou pelo próprio jato de gás; muito larga e a extração da peça exige força excessiva, criando deformação ou marcas na peça.
A largura típica varia com a espessura da chapa: chapas finas (até 1,5 mm) aceitam microligações de 0,2 mm a 0,5 mm; chapas médias (1,5 mm a 4 mm) geralmente usam 0,5 mm a 1,0 mm; chapas espessas (acima de 4 mm) podem precisar de 1,0 mm a 2,5 mm.
Posição no contorno
A posição da microligação no contorno da peça impacta tanto a facilidade de extração quanto a qualidade da superfície na região da ponte. As posições mais comuns são:
- Nos lados retos: a posição mais simples e a que gera menor deformação na extração. A peça é pressionada para baixo perpendicularmente ao lado reto, quebrando a ponte de forma limpa.
- Nos cantos: menos recomendado — cantos concentram tensão e a quebra pode propagar além da ponte, criando uma fissura que vai além da posição intencional.
- Em arcos ou curvas: aceitável em arcos de raio grande; em curvas fechadas, a concentração de tensão durante a quebra pode criar irregularidade.
Número de microligações por peça
O número de pontes depende do tamanho, peso e geometria da peça.
Peças pequenas (menores que 100 × 100 mm) geralmente precisam de apenas 1 a 2 microligações.
Peças grandes e pesadas podem precisar de 4 a 8 pontes distribuídas uniformemente para evitar que a peça torça ou se desloque durante o processo.
A regra prática: use o número mínimo de microligações que mantém a peça estável durante todo o corte. Pontes em excesso aumentam o tempo de extração e multiplicam os pontos de acabamento pós-corte.
Quando as microligações no corte a laser são necessárias
As situações que justificam o uso
Peças pequenas em chapas de alta espessura
Este é o cenário mais clássico e onde as microligações são mais críticas. Quando peças pequenas são cortadas em chapas espessas — por exemplo, peças de 60 × 80 mm em chapa de 6 mm de aço carbono —, o jato de gás de alta pressão necessário para expulsar o metal fundido pode deslocar a peça para fora da posição antes que o contorno seja completamente fechado.
Uma peça deslocada é atingida pelo feixe em posição incorreta, resultando em: dano à peça (queimaduras, amassamentos), dano ao restante do nesting (o laser pode atingir outras peças adjacentes), e risco de dano ao equipamento (peça deslocada pode tocar o bico de corte).
Peças com centro de gravidade fora do polígono de apoio
Peças em formato de L, T, U ou qualquer geometria assimétrica podem tombar durante o corte porque o centro de gravidade fica fora da área apoiada pelos slats (ripas) da mesa de corte.
Quando o corte completa o contorno e a peça está solta, ela tomba imediatamente — potencialmente se chocando com o bico de corte em movimento.
Peças com recortes internos que geram ilhas instáveis
Um nesting com muitos furos ou recortes internos próximos uns dos outros cria "ilhas" de material no esqueleto da chapa que ficam suspensas depois que os contornos são cortados.
Essas ilhas podem tombar e causar os mesmos problemas das peças pequenas. Microligações nas ilhas críticas resolvem o problema.
Produção em máquinas com troca automática de paletes
Máquinas de corte a laser de alta produtividade têm sistemas automáticos de troca de paletes (chapa de entrada / chapa de saída) que operam sem intervenção humana.
Para que a automação funcione, o esqueleto da chapa — com todas as peças ainda presas nele — precisa ser movido como uma unidade única sem que peças se desprendam e caiam.
Microligações são obrigatórias em operações automatizadas.
Chapas com tensão residual que tendem a empenar no corte
Chapas de aço com tensão residual de laminação — especialmente chapas laminadas a quente em espessuras acima de 4 mm — tendem a empenar quando o corte libera as tensões internas.
Uma peça solta que empena levanta a borda, podendo tocar o cabeçote de corte. Microligações mantêm a peça plana até a extração.
Alumínio e inox em chapas finas
Alumínio e inox em espessuras abaixo de 1,5 mm são especialmente vulneráveis ao deslocamento pelo jato de gás e às vibrações do processo.
A combinação de material leve, alta pressão de gás (necessária para qualidade de corte em inox) e pouco atrito da superfície faz com que peças pequenas se desloquem facilmente. Microligações são a solução padrão para pequenas peças nesses materiais.
Quando as microligações não são necessárias
Nem toda peça precisa de microligações. Usá-las indiscriminadamente aumenta o tempo de processamento (cada bridge é um ponto de interrupção e retomada do laser) e cria pontos de acabamento pós-corte que consomem tempo e que, em peças com acabamento superficial nobre (inox, alumínio), podem criar marcas indesejadas.
Não use microligações quando:
- A peça é grande o suficiente para se apoiar estável nos slats da mesa em qualquer fase do corte
- A geometria é simétrica e o centro de gravidade está bem dentro do polígono de apoio
- A espessura e o peso da peça são suficientes para que o jato de gás não a desloque
- O processo usa chapas de espessura até 3 mm com peças maiores que 150 × 150 mm
A decisão sobre o uso de microligações é, no fim, uma análise caso a caso — feita por um programador de CNC que entende tanto o processo quanto os requisitos da peça final.
Como dimensionar microligações corretamente
A relação entre espessura de chapa e largura da bridge
A largura da microligação precisa ser suficiente para manter a peça na posição durante todo o corte, mas não tão larga que torne a extração difícil ou que deixe uma marca excessiva na borda da peça.
Tabela orientativa de largura por espessura e material
| Espessura da chapa | Aço carbono | Aço inoxidável | Alumínio |
|---|---|---|---|
| 0,5 – 1,0 mm | 0,2 – 0,4 mm | 0,2 – 0,5 mm | 0,3 – 0,5 mm |
| 1,0 – 2,0 mm | 0,4 – 0,6 mm | 0,5 – 0,8 mm | 0,5 – 0,8 mm |
| 2,0 – 4,0 mm | 0,6 – 1,0 mm | 0,8 – 1,2 mm | 0,8 – 1,2 mm |
| 4,0 – 6,0 mm | 1,0 – 1,5 mm | 1,2 – 1,8 mm | 1,2 – 2,0 mm |
| 6,0 – 10,0 mm | 1,5 – 2,5 mm | 1,8 – 2,5 mm | 2,0 – 3,0 mm |
Esses valores são orientativos — cada combinação de máquina, potência, gás e velocidade tem sua janela ótima que precisa ser validada em testes.
A força de extração e o impacto na peça
A extração da microligação é feita quebrando a ponte por pressão ou impacto. A força necessária para a quebra depende diretamente da largura e da espessura da chapa. Para estimar:
Força de quebra aproximada (aço carbono) = Largura da bridge × Espessura × Resistência ao cisalhamento
Para aço carbono: resistência ao cisalhamento ≈ 250 MPa × 0,6 = 150 MPa. Para uma bridge de 1 mm de largura em chapa de 3 mm: F ≈ 1 × 3 × 150 = 450 N ≈ 46 kg-força.
Esse valor é suficiente para que um operador adulto quebre a ponte com pressão manual, mas não excessivo a ponto de deformar a peça durante a extração. Bridges mais largas em chapas grossas exigem martelo ou calço — o que aumenta o risco de marca na peça.
O acabamento na região da microligação
O que fica na borda depois da quebra
Quando a bridge é quebrada, resta na borda da peça uma pequena elevação ou irregularidade — chamada de "orelha" ou "tit" — no ponto da ponte. Essa irregularidade precisa ser considerada no projeto e no processo:
Se a borda é uma superfície funcional (encaixa em outra peça, é uma superfície de contato, tem tolerância dimensional apertada): a microligação não deve ser posicionada nessa borda. Posicione as bridges em bordas não funcionais ou em áreas que vão ser processadas posteriormente (soldadas, usinadas, rebarburadas).
Se a borda é uma superfície visível (peça com acabamento nobre, inox polido, alumínio anodizado): a microligação deixa uma marca visível na superfície. Para peças com esse requisito, avalie se o uso de microligações é compatível ou se é necessário reavaliar a estratégia de corte.
Se a borda não tem requisito especial: a pequena irregularidade da bridge pode ser removida com uma passagem de lixa fina ou buril — processo simples e rápido.

Como minimizar a marca da microligação
Para minimizar a irregularidade deixada pela bridge, algumas práticas ajudam:
- Posicionar a bridge no ponto de menor visibilidade: bordas traseiras, faces internas, regiões que serão soldadas.
- Usar a menor largura possível que ainda garanta estabilidade da peça durante o corte.
- Cortar as bordas da bridge com passe de acabamento: em alguns softwares e configurações, é possível programar um passe adicional do laser sobre a região da bridge após a extração — mas isso exige que a peça seja reposicionada, o que raramente é prático em produção seriada.

Microligações no contexto do nesting: impacto em aproveitamento e tempo de ciclo
Bridges e aproveitamento de material
As microligações em si têm impacto mínimo no aproveitamento de chapa — a largura de 0,5 mm a 2 mm é muito menor do que qualquer espaçamento mínimo entre peças no nesting. O impacto do uso de microligações no aproveitamento de material é virtualmente nulo.
O que o uso de microligações muda no nesting é a flexibilidade de posicionamento: peças com bridges podem ser posicionadas com espaçamento mínimo entre si (apenas a folga necessária para o kerf + folga de segurança), enquanto peças sem bridges podem exigir espaçamento maior para garantir que a queda da peça não interfira nas peças adjacentes.
Bridges e tempo de ciclo
Cada microligação representa uma interrupção no corte — o laser para, o jato de gás é modulado, o laser retoma. Dependendo da quantidade de bridges por peça e do número de peças no nesting, esse tempo pode ser significativo.
Estimativa de impacto por bridge
Uma interrupção e retomada de corte para uma microligação leva aproximadamente 0,1 a 0,3 segundos, dependendo da máquina e dos parâmetros de processo.
Para um nesting com 200 peças, cada uma com 3 bridges: 200 × 3 × 0,2 segundos = 120 segundos = 2 minutos adicionais por chapa. Em uma produção de 20 chapas por turno, são 40 minutos adicionais de tempo de máquina por turno.
Para produções de alto volume, esse impacto precisa ser considerado no planejamento de capacidade. A decisão de usar bridges deve ser equilibrada com esse custo adicional de tempo.
Softwares de nesting e automação das microligações
Softwares modernos de nesting — como Lantek, Radan, Metalix cncKad, SigmaNEST e outros — têm funcionalidades de inserção automática de microligações baseadas em regras definidas pelo operador: tamanho mínimo de peça, espessura da chapa, material, distância mínima entre bridges.
Com as regras corretamente configuradas, o software insere as bridges automaticamente em todas as peças que atendem aos critérios — sem decisão manual para cada peça. Isso reduz significativamente o tempo de programação de nesting e elimina o risco de esquecer bridges em peças críticas.
A configuração correta dessas regras é um conhecimento de processo que o programador de CNC da metalúrgica precisa dominar — e que faz diferença tanto na qualidade das peças quanto na eficiência da produção.
Erros comuns no uso de microligações e como evitá-los
Erro 1: Bridge muito estreita que quebra durante o corte
Uma bridge subdimensionada — largura abaixo do mínimo para aquela combinação de espessura e material — quebra durante o corte antes que o contorno esteja completo. A peça se solta prematuramente e cria todos os problemas que a bridge deveria evitar.
Sintoma: peças deslocadas ou tombadas dentro da chapa, marcas de queimadura em posições aleatórias, operador reclamando de peças "soltas" na mesa.
Solução: aumentar a largura da bridge para o valor recomendado pela tabela orientativa. Se a bridge correta deixar uma marca muito grande na borda, considerar reposicionar a bridge em uma borda menos crítica.
Erro 2: Bridge muito larga que deforma a peça na extração
Uma bridge superdimensionada exige força excessiva para a quebra. Com força excessiva, a peça pode se deformar antes que a bridge ceda — especialmente em chapas finas.
Sintoma: peças com empenamento ou amassamento nas bordas, operador usando martelo pesado para extração, marcas de pressão na superfície das peças.
Solução: reduzir a largura da bridge. Se a peça é instável com bridges menores, avaliar aumentar o número de bridges distribuídas ao longo do contorno em vez de uma bridge única mais larga.
Erro 3: Bridges posicionadas em bordas funcionais
Bridges posicionadas em bordas que vão encaixar em outras peças, em superfícies de vedação ou em áreas com tolerância dimensional apertada criam irregularidades que comprometem a função da peça.
Sintoma: peças que não encaixam corretamente na montagem, vazamentos em juntas, cliente reclamando de irregularidade dimensional.
Solução: revisar o posicionamento das bridges no nesting. Para peças com todas as bordas funcionais, avaliar se o uso de bridges é compatível com os requisitos da peça — ou se é necessário um processo alternativo de suporte durante o corte.
Erro 4: Ausência de bridges onde são necessárias
O erro mais óbvio — mas que acontece quando o programador de nesting não tem critérios claros para quando usar bridges. Peças pequenas em chapas espessas sem bridges.
Sintoma: peças tombadas na mesa de corte, paradas de máquina por peças presas no cabeçote, lotes com alto índice de refugo por dano.
Solução: definir regras claras e configurar o software de nesting para inserção automática de bridges baseada nos critérios de tamanho de peça e espessura de chapa.

Conclusão: a microligação certa é a que mantém a peça no lugar e sai sem deixar marca
As microligações no corte a laser são uma ferramenta de processo simples mas que, mal dimensionada ou mal posicionada, cria mais problemas do que resolve.
A microligação certa é a menor possível que ainda garanta estabilidade da peça durante todo o processo de corte — e que esteja posicionada onde sua quebra e acabamento posterior não comprometam a função ou o aspecto do produto.
Dominar o uso de microligações é parte do conhecimento de processo que diferencia um programador de CNC experiente de um operador que apenas "liga a máquina." É também um dos elementos que definem a qualidade de um lote: peças que chegam ao cliente sem marcas indesejadas, sem deformações e dentro das tolerâncias especificadas — porque o processo foi bem planejado antes do laser começar a cortar.



