
Introdução
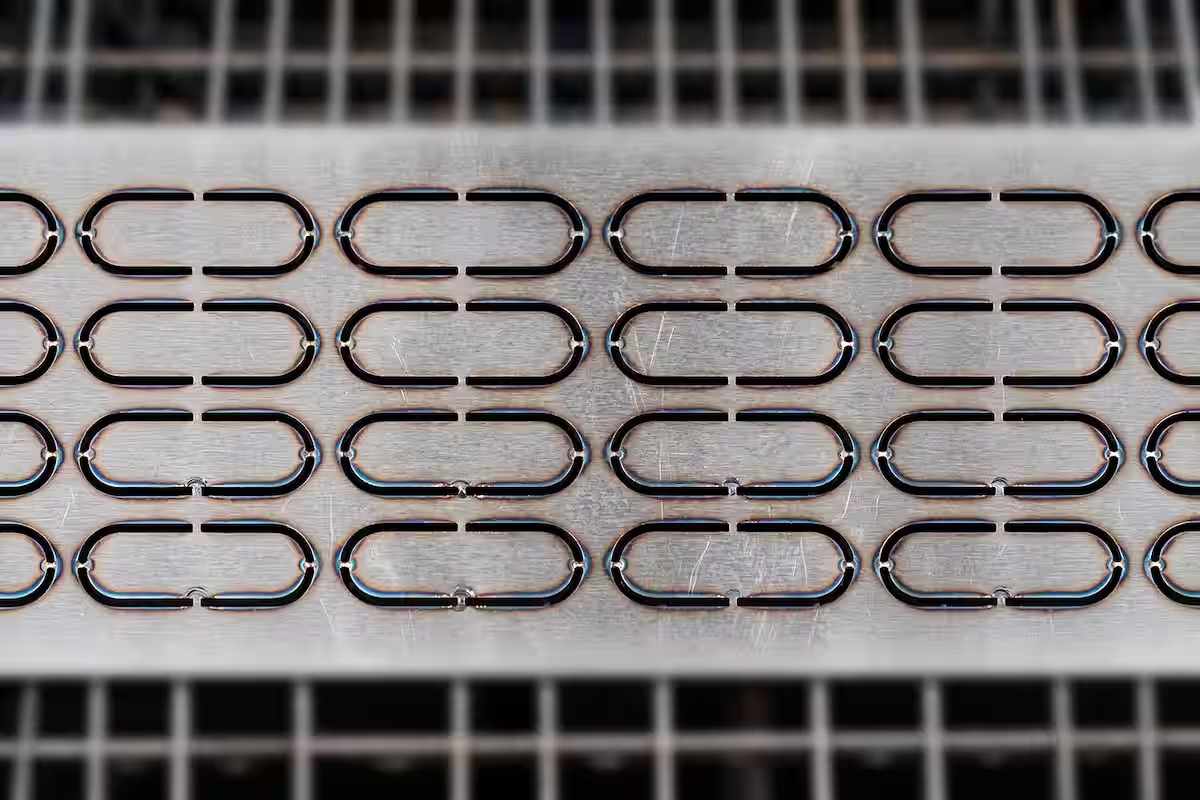
Você recebe um lote de peças cortadas a laser. As dimensões estão corretas, o contorno está exatamente como no arquivo. Mas na hora de manusear, há um problema imediato:
as bordas estão irregulares, com filamentos de metal soldados na face inferior da chapa, ásperos o suficiente para cortar a mão de quem pega sem luva.
Rebarbas no corte a laser — um problema que, na teoria, não deveria existir em um processo tão preciso.
Essa contradição confunde muita gente. O corte a laser é, por definição, uma tecnologia de alta precisão. Então por que aparecem rebarbas?
E por que às vezes aparecem em alguns lotes e não em outros, no mesmo material e na mesma máquina?

A resposta envolve uma combinação de variáveis — parâmetros de processo, qualidade do material, estado do equipamento, tipo de gás e geometria da peça — que, quando mal controladas, transformam um processo limpo em um processo que exige rebarba manual depois do corte.
Rebarba que custa tempo, custa dinheiro e, em peças com acabamento nobre (alumínio, inox), pode comprometer a superfície.
O que é rebarba no corte a laser e por que ela se forma
O mecanismo físico da formação de rebarba
Para entender a causa, é preciso entender o processo. No corte a laser de fibra ótica, um feixe de energia altíssima concentrado em um ponto funde ou vaporiza o metal ao longo da linha de corte.
Um jato de gás auxiliar — oxigênio, nitrogênio ou ar comprimido, dependendo do material e da aplicação — é soprado coaxialmente ao feixe para expulsar o metal fundido da zona de corte antes que ele resolidifique.
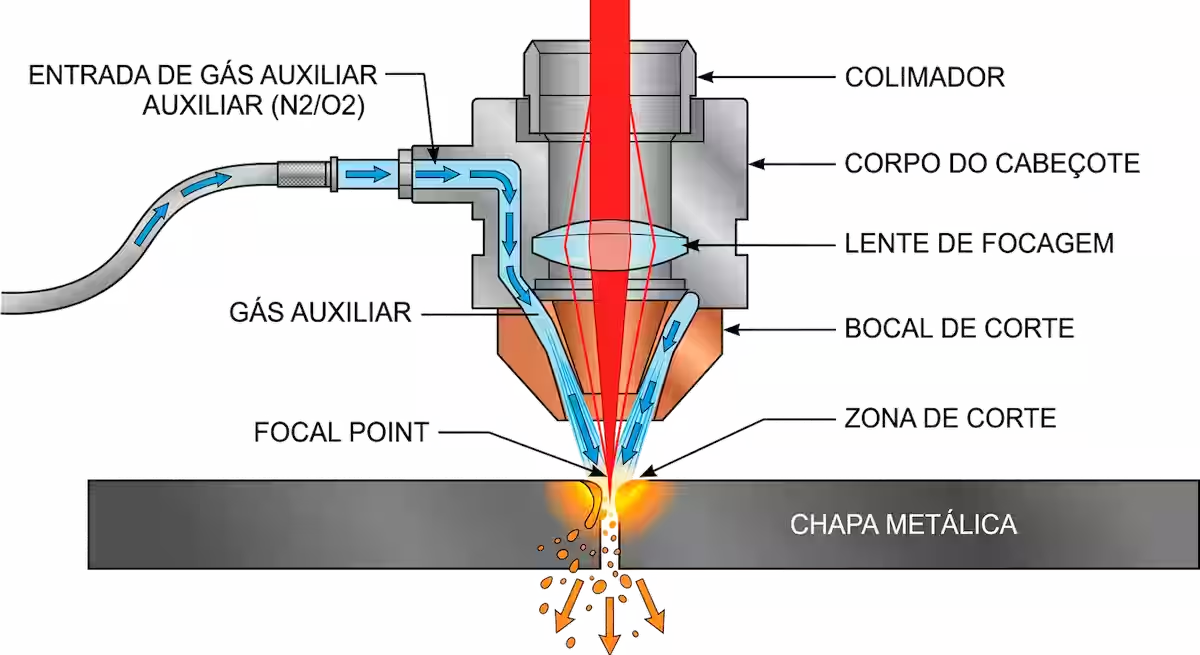
A rebarba se forma quando esse metal fundido não é expulso completamente pelo jato de gás. Em vez de ser ejetado para baixo e sair pela kerf (a fenda de corte), parte do material fundido adere à borda inferior da chapa e resolidifica ali — como uma crosta irregular, às vezes filamentosa, às vezes granular, dependendo da temperatura e da viscosidade do metal no momento da solidificação.
Em alguns materiais e condições, a rebarba é um filme fino e quase imperceptível. Em outros, é uma acumulação grossa e aderente que exige esmerilhamento agressivo para ser removida — o que, em inox ou alumínio, cria um problema secundário de dano à superfície.
As principais causas de rebarbas no corte a laser
1. Velocidade de corte incorreta
A velocidade de corte é a variável com maior impacto direto na qualidade da borda — e a causa de rebarba mais frequente em operações com setup mal calibrado.
Velocidade baixa demais: rebarba grossa e aderente
Quando a velocidade de corte é menor do que o ideal para aquela combinação de material, espessura e potência, o feixe permanece mais tempo sobre cada ponto da chapa. Isso aumenta a zona termicamente afetada, funde mais material do que o necessário e entrega ao jato de gás um volume maior de metal líquido do que ele consegue expulsar eficientemente.
O resultado é rebarba grossa, aderente e difícil de remover — especialmente em aço carbono espesso.
Velocidade alta demais: rebarba fina mas contínua
Quando a velocidade é maior do que o ideal, o feixe não tem tempo suficiente para fundir completamente o material em toda a espessura. O corte acontece, mas com fusão incompleta na região inferior da chapa — o que gera uma linha contínua de rebarba fina ao longo de todo o contorno.
Esse tipo de rebarba é mais fácil de remover, mas indica que o processo não está otimizado e que a qualidade do corte (perpendicularidade da borda, rugosidade) também está comprometida.
2. Potência do laser mal ajustada
A potência do feixe precisa ser calibrada para o material e a espessura. Potência insuficiente para a espessura sendo cortada é uma das causas mais comuns de rebarba em chapas mais grossas.
Subdimensionamento de potência em chapas espessas
Quando a potência disponível está no limite para cortar uma determinada espessura, o processo opera na "borda" da janela de processo.
Pequenas variações na espessura real da chapa (que pode variar ±10% dentro da tolerância da norma) ou no estado do foco podem deslocar o processo para fora da janela — gerando rebarba irregular, especialmente nas regiões onde a chapa está ligeiramente mais espessa.
Potência excessiva em chapas finas
Em chapas finas (abaixo de 1,5 mm), excesso de potência gera calor demais, aumenta a zona termicamente afetada e pode causar fusão excessiva nas bordas — com material líquido que escorre para a face inferior antes de ser expulso pelo gás.
3. Gás auxiliar: tipo, pressão e pureza
O gás auxiliar é responsável por expulsar o metal fundido da zona de corte. Qualquer problema no gás — tipo errado, pressão baixa, contaminação — se manifesta diretamente como rebarba.
Pressão de gás insuficiente
A pressão do jato de gás precisa ser suficiente para expulsar o metal fundido com velocidade maior do que a velocidade de solidificação. Pressão insuficiente — por queda de pressão no cilindro, regulador com defeito ou vazamento na linha — significa que o metal fundido tem tempo de solidificar antes de ser expelido.
Esse é um dos diagnósticos mais fáceis de confirmar: rebarba que aparece gradualmente ao longo do turno (à medida que o cilindro vai esvaziando e a pressão cai) é quase certamente causada por problema de pressão de gás.
Tipo de gás incorreto para o material
A escolha do gás auxiliar tem impacto significativo na qualidade da borda:
Oxigênio (O₂): usado no corte de aço carbono. Reage exotermicamente com o ferro, adicionando energia ao processo e aumentando a velocidade de corte. A combustão do aço contribui para a expulsão do material fundido. A borda tem uma camada de óxido (azulada ou alaranjada) que pode ser indesejável para aplicações onde a peça vai ser pintada sem pré-tratamento completo. Usar oxigênio em alumínio ou inox gera óxidos problemáticos e rebarba severa.
Nitrogênio (N₂): usado no corte de inox, alumínio e aço carbono quando se exige borda limpa sem oxidação. O nitrogênio age puramente como gás de sopro — sem reação química. Exige pressões mais altas que o oxigênio (tipicamente 10 a 20 bar para chapas de média espessura) e potência maior no laser. Quando a pressão de nitrogênio está abaixo do especificado, a rebarba em inox e alumínio é imediata e severa.
Ar comprimido: alternativa econômica para corte de aço carbono em espessuras até 4 mm. A presença de umidade e óleo no ar comprimido (se o sistema de filtragem não estiver em dia) contamina o corte e gera rebarba irregular.
Umidade e contaminação no gás
Gás com umidade ou impurezas — especialmente oxigênio ou nitrogênio de baixa pureza — compromete a qualidade do corte.
Nitrogênio com pureza abaixo de 99,5% para corte de inox já é suficiente para gerar oxidação local e rebarba.
4. Posição do foco do feixe
O ponto focal do laser — onde o feixe está mais concentrado e tem maior densidade de energia — precisa estar posicionado na profundidade correta em relação à superfície da chapa.
O posicionamento incorreto do foco é uma causa frequente de rebarba, especialmente em operações que cortam múltiplas espessuras sem recalibração.

Foco muito alto (acima da superfície)
Quando o ponto focal está acima da superfície da chapa, a densidade de energia na superfície é alta mas diminui rapidamente com a profundidade.
O corte inicia bem na parte superior mas perde energia na parte inferior — gerando borda com mais material fundido na saída e, consequentemente, rebarba na face inferior.
Foco muito baixo (abaixo da superfície)
Quando o foco está abaixo da superfície, a parte superior da chapa recebe energia de um feixe ainda convergindo — menos concentrado. O corte fica mais largo e irregular, com zona termicamente afetada maior e rebarba distribuída.
Contaminação da lente de foco
A lente de foco é um componente óptico de precisão que, quando contaminada por respingos de metal, vapores de corte ou umidade, altera o perfil do feixe — desfocando-o de forma irregular.
Uma lente parcialmente contaminada pode gerar rebarba apenas em determinados pontos do contorno, o que dificulta o diagnóstico inicial.
5. Qualidade e características da matéria-prima
A chapa que entra na máquina tem influência direta na qualidade do corte — um fato que muitos compradores subestimam ao comparar orçamentos de fornecedores com materiais de procedências diferentes.
Variação de espessura dentro do lote
Chapas de aço laminadas a quente têm tolerância de espessura definida pela norma — geralmente ±10% da espessura nominal. Uma chapa de 3 mm pode ter entre 2,7 mm e 3,3 mm em diferentes regiões da mesma chapa, ou entre chapas do mesmo lote.
O programa de corte é ajustado para a espessura nominal — quando a chapa está na variação máxima, o processo pode sair da janela e gerar rebarba nas regiões mais espessas.
Incrustações, óxido e carepa
Chapas de aço laminadas a quente têm uma camada de carepa (óxido de ferro) na superfície que interfere na absorção do feixe laser.
Dependendo da espessura e da uniformidade da carepa, o corte pode ser irregular — com pontos de absorção maior ou menor ao longo do contorno — gerando rebarba intermitente.
Chapas que desenvolveram oxidação superficial (ferrugem leve) durante o armazenamento têm comportamento similar: a camada de óxido hidratado absorve o feixe de forma diferente do aço limpo.
Ligas com composição fora do especificado
Material de procedência duvidosa ou sem certificado pode ter composição química diferente da especificação nominal.
Teores de carbono, silício ou manganês ligeiramente diferentes alteram a viscosidade do metal fundido — e um metal mais viscoso é mais difícil de ser expulso pelo gás, gerando mais rebarba.
6. Estado de manutenção do equipamento
O laser é um equipamento de precisão que se degrada gradualmente sem manutenção adequada. Muitas ocorrências de rebarba que parecem ser de processo são, na verdade, sintomas de equipamento fora de condição.
Bico de corte desgastado ou danificado
O bico de corte (nozzle) é a peça que direciona o jato de gás coaxialmente ao feixe. Bicos com orifício desgastado, deformado ou com respingos aderidos alteram o perfil e a pressão do jato de gás — comprometendo a expulsão do metal fundido.
É um componente de baixo custo e alto impacto na qualidade do corte.
Mesa de corte contaminada
A mesa de corte (os slats ou rips que sustentam a chapa) acumula respingos solidificados ao longo do uso. Quando esses respingos ficam altos o suficiente para tocar a face inferior da chapa, eles interferem com o fluxo do jato de gás na saída do corte — criando rebarba pontual nas regiões onde a chapa está apoiada sobre um respingo alto.
7. Geometria da peça e direção de corte
Algumas características geométricas das peças favorecem a formação de rebarba independentemente do ajuste dos parâmetros — e podem ser minimizadas com ajustes no arquivo de programação.
Cantos agudos e ângulos internos fechados
Em cantos agudos (ângulos internos menores que 30°), o laser desacelera para fazer a curva. A desaceleração aumenta o tempo de exposição do material ao feixe naquele ponto — mais calor, mais material fundido, mais rebarba.
O programador de CNC pode mitigar isso com micropausa no trajeto ou com otimização da velocidade em cantos.
Furos pequenos em relação à espessura
Furos com diâmetro menor que a espessura da chapa são geometricamente difíceis de cortar com qualidade. O calor acumulado no interior do furo pequeno não tem para onde dissipar — resultando em rebarba intensa na saída e frequentemente em furo com geometria irregular.
A regra prática amplamente usada é: diâmetro mínimo de furo ≥ espessura da chapa para corte a laser de qualidade. Furos menores precisam de parâmetros especiais ou de pós-processamento (rebarba ou furação mecânica).
Peças muito próximas no nesting
Quando o nesting posiciona peças muito próximas umas das outras (distância entre contornos menor que 2 a 3 vezes a espessura), o calor acumulado do corte de uma peça interfere no processo da peça adjacente — gerando rebarba nas bordas próximas.
Um programador experiente define distâncias mínimas entre contornos no nesting para evitar esse efeito.
Como diagnosticar a causa da rebarba: um guia prático
Leia a rebarba como sintoma
A forma e a distribuição da rebarba dão pistas sobre a causa:

Rebarba em todo o contorno, uniforme
Indica problema sistêmico de parâmetro: velocidade, potência ou pressão de gás fora da janela ideal. O ajuste é no programa ou no setup do equipamento.
Rebarba apenas nos cantos e pontas
Indica problema de desaceleração em cantos — o processo está correto nas retas mas perde qualidade onde o laser precisa fazer curvas. Solução: otimização da aceleração/desaceleração no programa CNC.
Rebarba intermitente, em pontos irregulares
Indica variação no material (espessura irregular, carepa não uniforme) ou contaminação da lente de foco. Verificar a chapa e inspecionar o sistema óptico.
Rebarba que piora ao longo do turno
Fortemente indicativa de queda de pressão de gás (cilindro esvaziando) ou aquecimento progressivo da lente com acúmulo de contaminação. Verificar pressão no final do turno vs. início.
Rebarba apenas em determinadas regiões da chapa
Pode indicar variação de espessura local na chapa ou distância mesa/bico variável (chapa empenada). Verificar a planicidade da chapa antes do corte.
Em casos de chapa empenada, o desempenamento prévio da matéria-prima elimina a fonte do problema antes do corte começar.
O que você pode fazer no projeto para reduzir rebarbas
Especificações que facilitam o processo e reduzem o risco
Parte da responsabilidade pela qualidade do corte está no projeto da peça. Algumas decisões de design têm impacto direto na propensão à formação de rebarba:
Evite furos menores que a espessura da chapa
Se o projeto precisa de um furo passante em chapa de 3 mm, especifique diâmetro mínimo de 3 mm. Furos menores gerarão rebarba e geometria irregular — e o custo de pós-processamento (rebarbação mecânica furo a furo) pode ser maior do que o custo de redesenhar o furo.
Arredonde cantos agudos sempre que possível
Cantos com raio de 0,5 mm a 1,0 mm são muito mais fáceis de cortar com qualidade do que cantos com ângulo vivo.
Em peças onde o canto agudo não tem função estrutural ou de encaixe obrigatório, arredondar é uma decisão de projeto que reduz rebarba, desgaste de bico e tempo de ciclo.
Informe a aplicação final ao fornecedor
Se a peça vai ser pintada, a rebarba pode ser minimizada (não precisa ser zero). Se a peça vai ser inspecionada com acabamento à vista, a tolerância de rebarba é zero. Se operadores vão manusear a peça sem luva, bordas cortantes são um risco de segurança.
Informar a aplicação final ao fornecedor permite que ele calibre o processo para o nível de qualidade correto — e não cobra rebarba manual quando não é necessário.

Conclusão: rebarba no corte a laser é um sintoma, não um destino
Rebarbas no corte a laser não são uma fatalidade. São um sintoma — de parâmetro fora da janela, de gás inadequado, de equipamento fora de condição ou de material com variação excessiva.
Cada tipo de rebarba tem uma causa específica, e cada causa tem uma solução específica.
O fornecedor metalúrgico que entende esse diagnóstico não entrega rebarba como "normal do processo" — entende o que causou, corrige na raiz e documenta o ajuste para que não se repita no próximo lote.
Para o comprador, entender as causas de rebarba serve para duas coisas: avaliar a maturidade técnica do seu fornecedor pelas perguntas certas, e melhorar os próprios projetos para facilitar o processo de corte — reduzindo custo e aumentando a consistência de qualidade.
Na Bruson Metalúrgica, o controle de parâmetros de corte a laser é parte do nosso processo de qualidade. Manutenção preventiva programada, controle de pressão de gás por turno, inspeção de bico antes de cada setup e verificação dimensional de primeira peça são etapas que existem exatamente para que rebarbas sejam a exceção — não a regra.



