
Introdução
O desenho está aprovado.
O arquivo saiu do CAD perfeito.
O corte a laser produziu o blank exatamente nas dimensões corretas.
Aí a peça chega na dobradeira — e o operador para. Ele olha para a peça, olha para a sequência de dobras programada, e conclui o que nenhum comprador quer ouvir:
"essa peça não tem como dobrar nessa ordem."
O problema não é a máquina. Não é o operador. Não é o material. É a sequência de dobra — a ordem em que as dobras precisam ser executadas para que a peça resultante seja geometricamente possível de fabricar com o ferramental disponível.
Um detalhe que parece secundário no projeto, mas que na prática pode tornar uma peça completamente inviável de produzir, ou obrigar a metalúrgica a criar soluções alternativas caras e lentas.
O que é sequência de dobra e por que ela não é óbvia
Uma peça com três dobras pode ter seis ordens diferentes — e apenas uma funciona
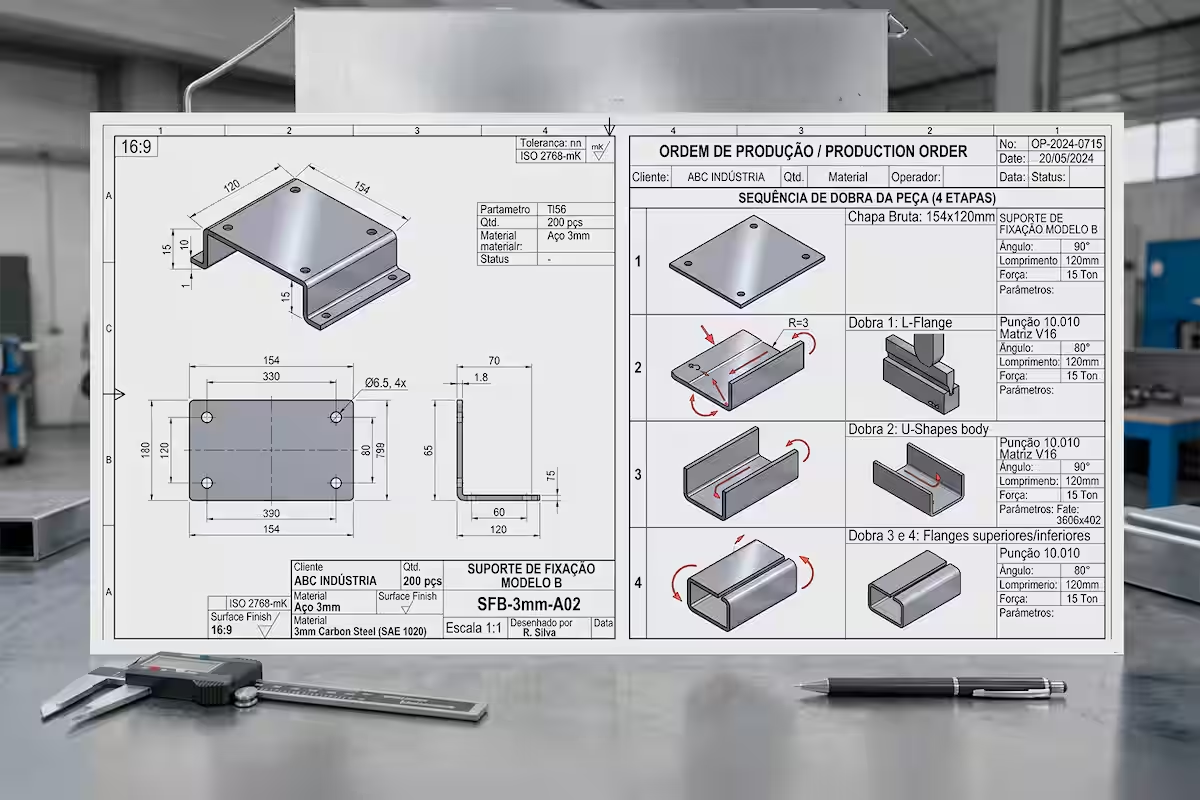
Toda peça com múltiplas dobras pode, em teoria, ser dobrada em ordens diferentes. Uma peça com três dobras tem seis combinações possíveis de sequência. Com quatro dobras, são 24 combinações. Com cinco, 120.
O problema é que, na esmagadora maioria dos casos, apenas uma dessas combinações — ou poucas delas — é geometricamente possível dado o ferramental existente, as dimensões da peça e a geometria das flanges.
A sequência de dobra correta não é algo que o projetista pode ignorar com a justificativa de que "a metalúrgica resolve." A metalúrgica resolve dentro do que a física e a geometria permitem — e há situações onde não há solução sem alterar o projeto.

O conceito de colisão de ferramental
O problema central da sequência de dobra é a colisão: quando, ao executar uma dobra em determinada etapa da sequência, a parte já dobrada da peça colide fisicamente com o punção, a matriz ou com a própria estrutura da dobradeira antes que a dobra seja completada.
Visualize uma caixa metálica simples — quatro flanges dobradas para cima a partir de uma base plana. Se você dobrar as quatro flanges em qualquer ordem, as últimas dobras serão impossíveis: a flange já dobrada do lado oposto vai colidir com o punção antes que ele alcance a posição correta.
Esse é o exemplo mais simples. Em peças com geometrias mais complexas — flanges em múltiplos planos, dobras em U, perfis em Z, peças com abas internas — as possibilidades de colisão se multiplicam rapidamente.
Os tipos de colisão na sequência de dobra

Colisão com o punção
O que é e quando acontece
O punção é a ferramenta superior da dobradeira — a parte que desce e força a chapa contra a matriz. Em peças com flanges já dobradas que se projetam para cima (acima do plano da chapa), a flange pode colidir com o punção durante o ciclo de descida, antes que ele atinja a posição de dobra.
Isso acontece com frequência em peças do tipo caixa (quatro lados dobrados para cima) e em perfis em U com altura de flange maior do que a distância mínima entre o punção e a superfície da chapa no início do ciclo.
Como identificar no projeto
No CAD, verifique: após executar a dobra X, a flange resultante tem altura maior do que a folga entre o punção e a chapa nas dobras subsequentes? Se sim, a dobra X precisa ser executada depois das outras, ou o design precisa ser alterado.
Colisão com a matriz
O que é e quando acontece
A matriz é a ferramenta inferior — a peça em forma de V (ou outro perfil) sobre a qual a chapa é pressionada. Flanges que se projetam para baixo (abaixo do plano da chapa) podem colidir com a superfície da matriz ou com a estrutura da mesa da dobradeira durante o posicionamento da peça para dobras subsequentes.
Esse tipo de colisão é especialmente comum em peças com dobras negativas (flanges dobradas para baixo) que precisam ser posicionadas horizontalmente sobre a mesa para receber outras dobras.
O caso das dobras em Z
O perfil em Z — uma dobra positiva e uma negativa no mesmo plano — é um exemplo clássico de sequência com risco de colisão com a matriz. Dependendo das dimensões das flanges e da abertura da matriz, a flange já dobrada pode ser longa demais para passar pela abertura da matriz sem colidir.
Colisão com a estrutura da dobradeira
Colisão com os montantes laterais
Dobradeiras têm montantes laterais (as colunas de estrutura dos dois lados da mesa de trabalho). Peças longas — especialmente peças em L com uma flange de comprimento próximo ou superior à distância entre os montantes — podem colidir lateralmente com a estrutura da máquina ao serem posicionadas para dobras específicas.
Esse é um problema de dimensionamento de máquina vs. dimensionamento de peça — e tem solução apenas se a peça couber fisicamente na dobradeira disponível ou se houver uma máquina maior disponível.
Colisão com o back gauge
O back gauge é o sistema de posicionamento traseiro da dobradeira — os dedos metálicos que a peça encosta para garantir a posição correta da linha de dobra. Em peças com flanges traseiras já dobradas, o back gauge pode colidir com essas flanges ao tentar posicionar a peça para a próxima dobra.
Os erros de projeto mais comuns que criam sequências impossíveis
Saber quais são os erros recorrentes em projetos de chapa é o primeiro passo para evitá-los. Veja os mais frequentes na prática.
Erro 1: Caixa com quatro lados iguais sem rasgos de alívio
O problema
A caixa retangular com quatro flanges dobradas para cima é provavelmente o perfil mais comum em chapas metálicas — e também o mais comum em erros de sequência de dobra para iniciantes no projeto de chapas.
Se as quatro flanges são contínuas (sem rasgo nos cantos), as duas últimas dobras da sequência sempre serão problemáticas: as flanges já dobradas do lado oposto colidem com o punção.
A solução habitual é projetar a caixa em duas partes (duas peças em U que se encaixam) — o que aumenta custo e complexidade de montagem — ou usar prensa excêntrica em vez de dobradeira, o que também tem implicações de custo.
A solução correta no projeto
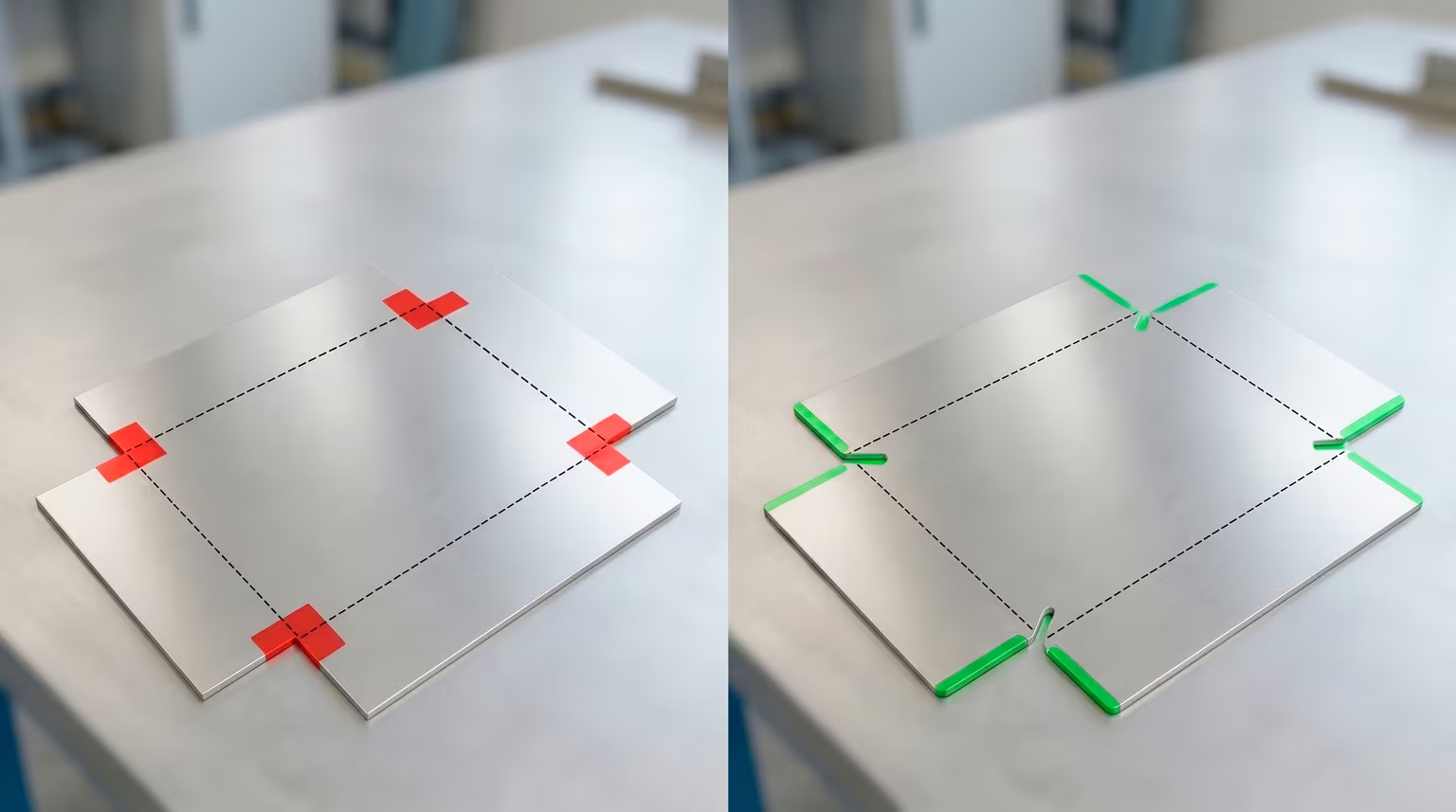
Projetar rasgos de alívio nos cantos da caixa — pequenos cortes no blank que eliminam o material do canto antes da dobra. Com os rasgos, cada flange pode ser dobrada independentemente sem interferência com as demais.
O rasgo de alívio mínimo recomendado é de largura igual ao raio de dobra mais 0,5 mm, com comprimento suficiente para liberar a sobreposição das flanges adjacentes.
Além de resolver o problema de sequência, os rasgos de alívio evitam o empenamento dos cantos — que acontece quando o material é forçado a se deformar em duas direções simultaneamente.
Erro 2: Flange interna com altura maior que o espaço disponível
O problema
Em peças com dobras internas — flanges que se dobram para dentro do perfil, como em caixas fechadas ou perfis encurvados — a altura da flange interna pode ser maior do que o espaço físico disponível para o punção descer e executar a dobra.
Imagine um perfil em U com altura de 80 mm. Se o projeto exige uma flange adicional dobrada para dentro a partir da borda superior (criando um "gancho" interno), a execução dessa dobra exige que o punção alcance a posição de dobra dentro de um espaço de 80 mm de profundidade — o que pode ser impossível com o punção padrão disponível.
A solução
Verificar no projeto se a altura da flange interna é compatível com o comprimento mínimo de punção goose-neck (pescoço de ganso) disponível na metalúrgica. Punções goose-neck permitem alcançar posições de dobra dentro de perfis profundos — mas têm comprimento e força máxima limitados.
Se a geometria não cabe no ferramental disponível, a solução é: aumentar a abertura do perfil, reduzir a altura das flanges adjacentes, ou dividir a peça em duas partes soldadas.
Erro 3: Múltiplas dobras paralelas muito próximas
O problema
Quando um projeto tem múltiplas dobras paralelas com distância entre elas menor do que a largura mínima de apoio na matriz, a dobra não pode ser executada — a chapa não tem área suficiente para apoiar sobre as bordas da matriz sem tombar.
A distância mínima entre dobras paralelas depende da abertura da matriz (V) usada para aquela espessura. Como regra geral, a distância mínima entre dobras paralelas é de aproximadamente 3 a 4 vezes a espessura da chapa — e em muitos projetos essa dimensão é violada sem que o projetista perceba.
Como verificar no projeto
Para cada par de dobras paralelas no projeto, confirme: a distância entre as linhas de dobra é maior que 3× a espessura?
Se não for, ou a distância precisa ser aumentada no projeto, ou a metalúrgica precisará usar ferramental especial (matriz de menor abertura) que pode não estar disponível — ou executar o processo em duas etapas com reposicionamento da peça, o que aumenta o tempo de ciclo e o custo.
Erro 4: Ignorar o comprimento mínimo de flange
O problema
Todo processo de dobra tem um comprimento mínimo de flange — a menor dimensão de aba que pode ser produzida com ferramental padrão. Se o projeto especifica uma flange menor que esse mínimo, a dobra simplesmente não pode ser executada: a chapa escorrega da posição correta, ou o punção não tem onde apoiar.
O comprimento mínimo de flange depende da espessura da chapa e da abertura da matriz, seguindo a relação: comprimento mínimo ≈ abertura da matriz ÷ 2 + raio de dobra.
Para aço carbono de 2 mm com matriz de abertura V12 mm: comprimento mínimo ≈ 6 mm + 0,5 mm = 6,5 mm. Uma flange de 4 mm nesse material e espessura é fabricação impossível com ferramental convencional.
O impacto na sequência
O comprimento mínimo de flange também afeta a sequência quando dobras subsequentes reduzem efetivamente o comprimento disponível de apoio da chapa na matriz. Uma peça que parece ter flanges adequas no projeto pode, após as primeiras dobras, ter reduzido o comprimento de apoio disponível para as dobras seguintes abaixo do mínimo.
Erro 5: Projeto que desconsidera o springback acumulado
O que é o springback
Após cada dobra, o metal sofre springback — retorno elástico parcial que faz o ângulo real da dobra ser ligeiramente diferente do ângulo programado. Dobradeiras CNC modernas compensam automaticamente o springback individual de cada dobra.
O problema surge em peças com múltiplas dobras interdependentes, onde o springback de uma dobra afeta o posicionamento correto da peça para a dobra seguinte. Se a primeira dobra sai com 0,5° a mais que o esperado, a peça é posicionada ligeiramente inclinada para a segunda dobra — acumulando erro.
Como mitigar no projeto
Em projetos com tolerâncias angulares apertadas (±0,5° ou menos) em múltiplas dobras interdependentes, é recomendável: especificar o material com consistência de dureza (certificado de qualidade), discutir com a metalúrgica a sequência de dobras antes de finalizar o projeto, e aceitar a necessidade de primeira peça de validação (FAI) antes do início da produção seriada.

Como a metalúrgica determina a sequência de dobra correta
O papel do programador de dobradeira
Em metalúrgicas com processo estruturado, a sequência de dobra não é definida pelo operador na hora de produzir — é definida previamente pelo programador de dobradeira, que analisa o desenho técnico, simula a sequência no software de CAM de dobra (como Radan, Cymath, Delem ou Toolbox) e valida a viabilidade antes de liberar para produção.
Simulação virtual de dobra
Softwares de simulação de dobra permitem que o programador execute virtualmente toda a sequência de dobras, visualizando em 3D cada etapa do processo e identificando colisões antes de qualquer chapa ser dobrada.
A colisão é identificada na tela — não na máquina.
Essa etapa de simulação é especialmente crítica para:
- Peças novas de geometria complexa
- Peças com tolerâncias angulares apertadas
- Peças produzidas em ferramental especial (goose-neck, punções de raio especial)
- Peças que a metalúrgica nunca produziu antes
O que acontece quando a simulação detecta uma colisão
Quando a simulação identifica uma sequência impossível, a metalúrgica tem três caminhos:
- Caminho 1 — Redesequenciar: testar outra ordem de dobras que evite a colisão. Muitas vezes existe uma sequência alternativa que resolve o problema sem alterar o projeto.
- Caminho 2 — Ferramental alternativo: usar punção goose-neck, punção de menor seção ou matriz de menor abertura que permita a dobra sem colisão. Depende do ferramental disponível e pode ter impacto no custo.
- Caminho 3 — Solicitar alteração de projeto: quando não existe sequência viável e não há ferramental alternativo, a metalúrgica precisa comunicar o problema ao cliente e solicitar revisão do projeto.
Esse é o cenário mais custoso — especialmente se já houve corte de chapas para o lote.
Por que essa conversa deve acontecer antes do corte, não depois
O momento mais caro para descobrir um problema de sequência de dobra é depois que as chapas foram cortadas. O material já foi consumido, o tempo de programação e setup de corte já foi gasto, e a solução pode exigir novo corte com design alterado.
O momento ideal para essa conversa é antes da programação de corte — quando o projeto ainda está em revisão e qualquer alteração de design tem custo zero.
Metalúrgicas com processo maduro fazem essa análise de manufaturabilidade (DFM — Design for Manufacturing) como parte do processo de cotação, identificando problemas de sequência, comprimento mínimo de flange e raio de dobra antes de confirmar o preço e o prazo.

Como projetar peças dobradas com a sequência de dobra em mente
Princípios práticos para o projetista
Projete de dentro para fora
A regra mais intuitiva da sequência de dobra é: as dobras internas (mais próximas do centro da peça, com menos espaço disponível para o ferramental) precisam ser as primeiras.
Comece pelo centro geométrico da peça e trabalhe para fora — isso geralmente resulta em uma sequência viável.
Visualize o ferramental, não apenas a peça
Ao projetar cada dobra, visualize não apenas a forma final da peça, mas o punção e a matriz se movendo em torno dela. Para cada flange, pergunte: depois que essa flange existir, ainda há espaço físico para o punção descer e executar as próximas dobras sem colidir?
Peças complexas: pense em sub-montagens
Se uma peça tem geometria muito complexa para ser dobrada em sequência viável — muitas dobras em planos diferentes, flanges internas profundas, cantos fechados — considere dividir a peça em duas ou mais partes mais simples que serão soldadas ou fixadas após a dobra.
O custo da soldagem muitas vezes é menor do que o custo de ferramental especial ou do tempo perdido tentando produzir uma peça inviável.
Consulte a metalúrgica antes de finalizar o projeto
Para peças de geometria não trivial, envie o projeto para a metalúrgica em formato de rascunho antes de finalizar — com um pedido específico de análise de manufaturabilidade.
Uma metalúrgica com equipe técnica competente vai identificar problemas de sequência, comprimento de flange e raio de dobra nessa etapa, quando a correção custa apenas tempo de redesenho — não material. Veja também nosso guia de como projetar peças metálicas para montagem fácil.
Conclusão: a sequência de dobra é parte do projeto, não responsabilidade exclusiva da metalúrgica
A sequência de dobra é uma variável de projeto — não apenas uma variável de processo.
O projetista que entende as restrições físicas do processo de dobra cria peças que chegam na dobradeira e saem corretas. O projetista que ignora essas restrições cria problemas que a metalúrgica precisa resolver — com custo, tempo e frequentemente com uma conversa difícil sobre alteração de projeto.
O antídoto é simples: comunicação técnica antes do corte. Compartilhar o projeto com a metalúrgica em fase de revisão, pedir análise de manufaturabilidade e incorporar o feedback de processo no design final — essa prática elimina a grande maioria dos problemas de sequência de dobra antes que eles virem um problema real.
Na Bruson Metalúrgica, analisamos a manufaturabilidade de peças novas antes da produção. Quando identificamos um problema de sequência ou de ferramental, comunicamos imediatamente com a proposta de solução — porque descobrir o problema na dobradeira é tarde demais.



